Содержание
Как правильно паять полипропиленовые трубы
15 сентября 2019
Ликбез
Сделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4.
 Сделайте разметку
Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
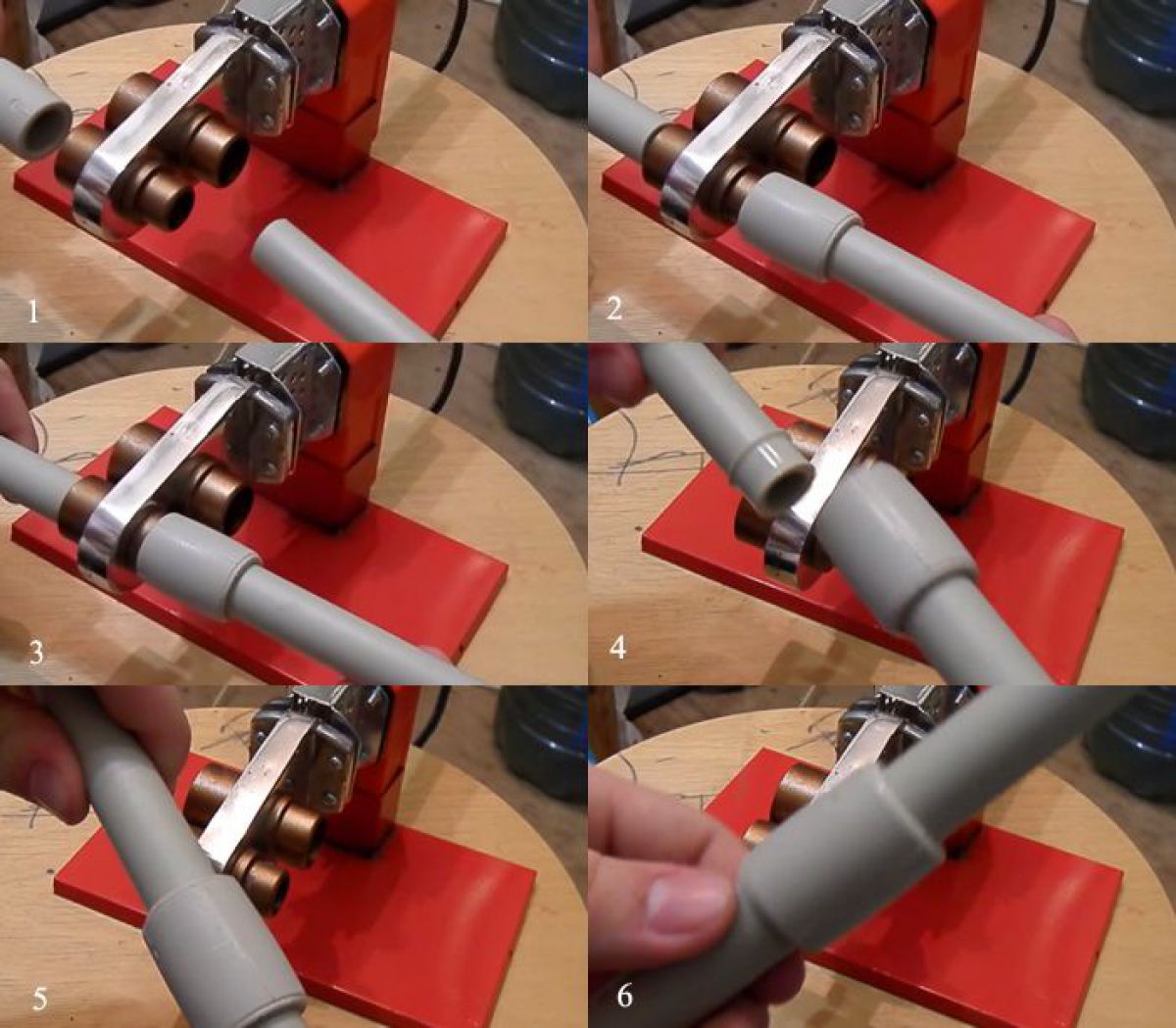
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV Miano
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т.е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.
- «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе.
 Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
 Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· переходники одинаковых размеров;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.
- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.

Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки.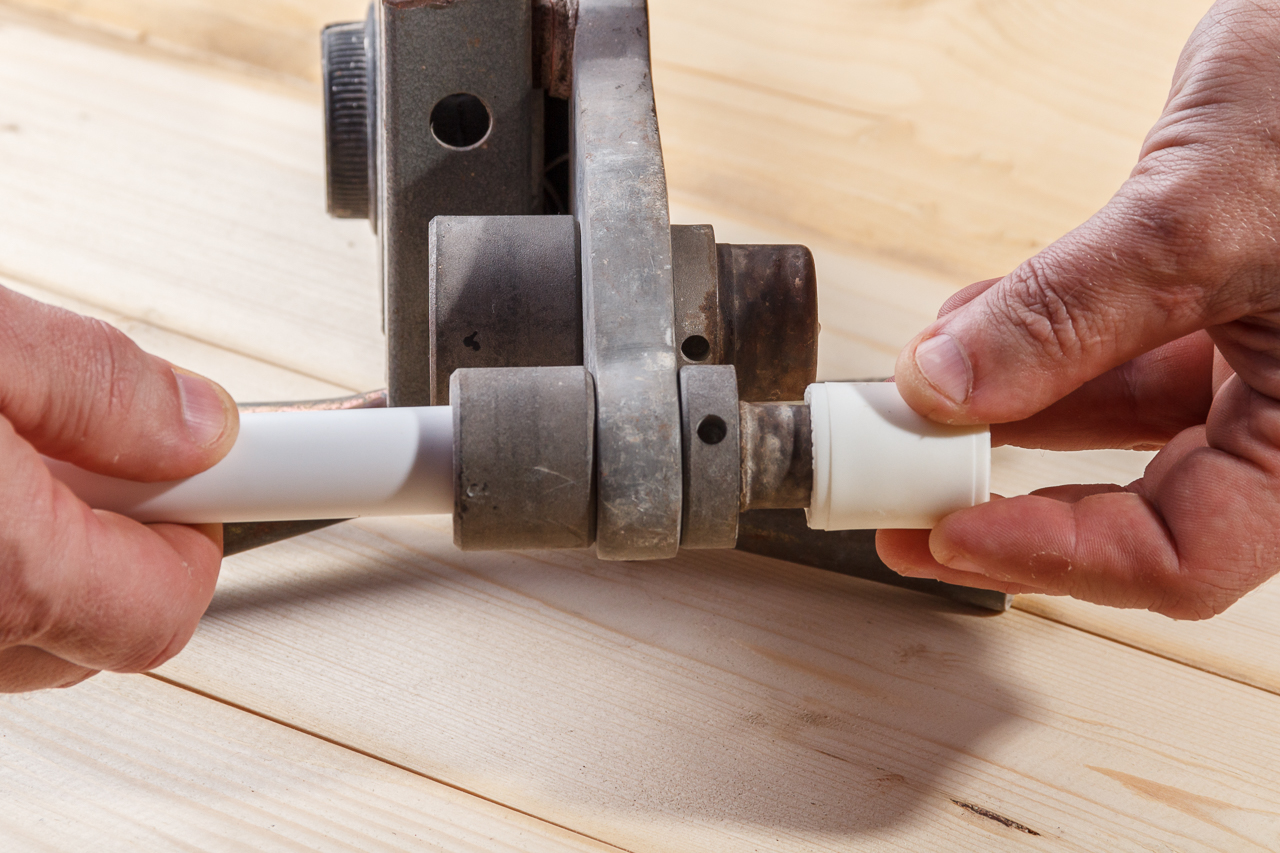 Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел. В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.
При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.
