Содержание
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
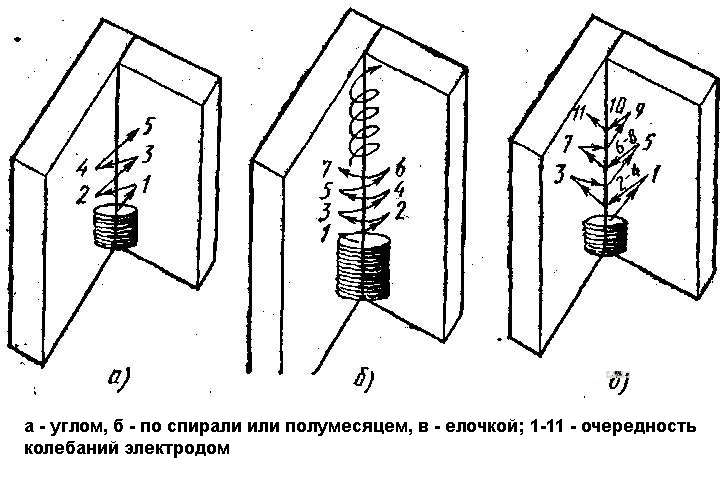
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке.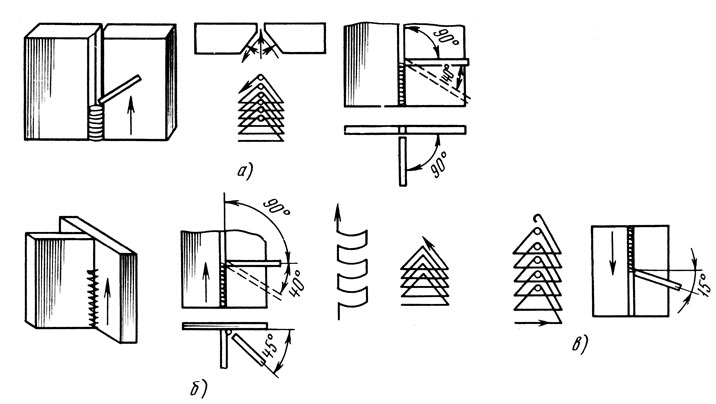 Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Как правильно варить вертикальный шов электросваркой или дуговым (электродуговым) инвертором для начинающих: как сваривать вертикалы сварочным электродом
06Дек
Содержание статьи:
- Особенности сваривания вертикала
- Общие определения и требования
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и ручной электродуговой (дуговой) сваркой, какие проблемы встречаются в работе и как с ними справляться.
Особенности сваривания вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
- На расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
- Чтобы упростить переход электрода в кратер, специалисты рекомендуют делать швы короткой дугой.
- Для кристаллизации металла и создания нужного соединительного элемента важно своевременно отводить стержень и дать материалу остыть.
- Чтобы добиться лучшего результата, необходимо пользоваться точечной техникой, обеспечивающей низкое крепление комплектующих.
При учете всех пунктов, вы сможете создать качественные швы.
| Диаметр электрода (см) | Полярность | Тип тока | Сварочная дуга в вертикальное положении |
| 0,4 | обратная | постоянный | 110-140 |
| 0,3 | 85-100 | ||
| 0,25 | 65-80 |
Общие определения и требования
Есть несколько типов шва в зависимости от того, где они располагаются.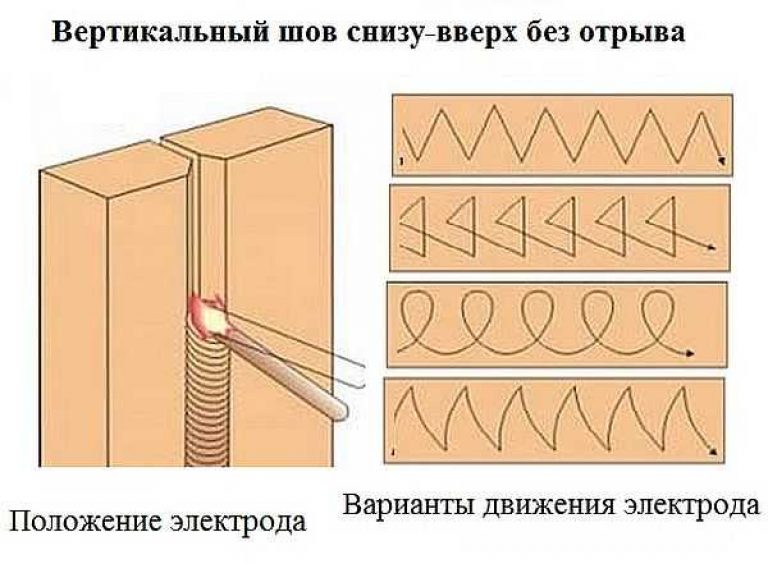 По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложится аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения 2 частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы жестко фиксируются. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длится дольше. При увеличении ширины заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии. Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не нужна |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два откоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовке расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взят неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу. Избежать этого легко. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник необходимо постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Полуавтомат
Технология имеет несколько нюансов:
- Расплавленный материал должен быстро застывать, чтобы капли не стекали вниз. Это можно отрегулировать с помощью уменьшения размера сварочной дуги.
- Направление движения при работе — снизу-вверх. Только так удастся сварить ровный шов без подтеков. В обратном случае для качественного результата необходимо использовать короткую дугу, располагать электрод перпендикулярно плоскости, на которой вы работаете, а также соблюдать острый угол между материалом и механизмом.
Полуавтоматом можно варить в техниках треугольник, елочка и лестница.
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика.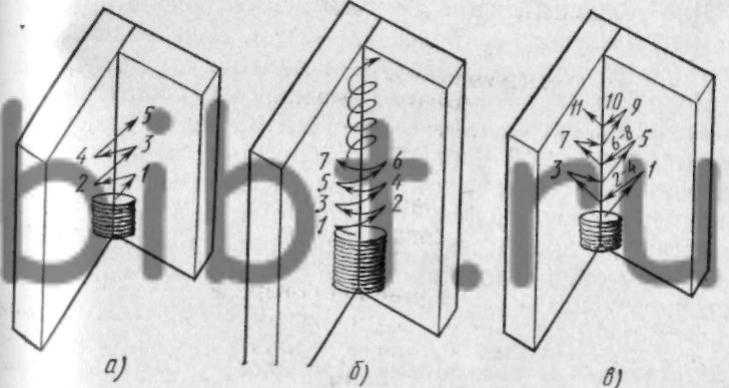 Как на этой картинке:
Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее направление – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
- Начинать работу лучше всего перпендикулярно поверхности, подвергающейся обработке.
- Чтобы уменьшить количество металла, который стекает при нагревании, можно увеличить показатель силы тока и ускорить перемещение электрода (в этом случае дуга, как и ширина шовного соединения, станет больше).
Перемещается несколькими способами:
- Используя колебательные движения перпендикулярно стыковой части.
- Применяя возвратно-поступательные колебания параллельно стыку.
- Прямым действием.

Но не всегда каждый из принципов может быть реализован. Бывают ситуации, когда нужно изменить не только силу нажатия или положение, но и направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом. Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод направляется вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой. Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо осуществлять поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75. Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Возвратно-поступательные движения (для рутиловых электродов)
Актуальны для сварки корневых проходов, тонких составных частей (до 0,5 см) и деталей из нержавеющей стали. Техника следующая:
- В первую очередь проваривается участок длиной 5-10 мм.
- Электрод возвращается на 1/3 проваренного шва.
- Нагревательный элемент перемещается по стыку еще на 10-15 мм. Пункты повторяются до завершения работы.
Елочка
Такой тип сварки швов реализуется следующим образом:
- В основании создается порожек, препятствующий вытеканию материала из полости.
- Электрод уводится до упора вверх и вправо до угла.
- Следом нагревательный элемент смещается в верхнюю часть и влево.
Последние 2 пункта повторяются до завершения работы. Чтобы шов получился качественным, важно соблюдать одну скорость, контролировать силу нажатия и не допускать стекания капель на проваренную часть.
Треугольник
Применяется для сварки деталей, имеющих большую толщину. В результате получается широкий шов. Технология:
- В первую очередь прогревается металлическая поверхность.
- В нижней части будущего шва создается порожек для задержки капающего металла.
- Процесс начинается с центра с небольшой задержкой — это необходимо для плавности перехода.
- Поочередно электрод перемещается от левой к правой кромке, задерживаясь на 0,5 секунд.
- Далее элемент возвращается в центральную часть и повторяет движения до завершения работы.
Полумесяц и Z-образные перемещения
Техника исполнения:
- Наплавляется порожек, удерживающий капли металла, внизу шва.
- Металлическая поверхность прогревается перед обработкой.
- Электрод передвигается от левого края к правому до конца работы.

Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства. Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу. Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.

Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу. Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих.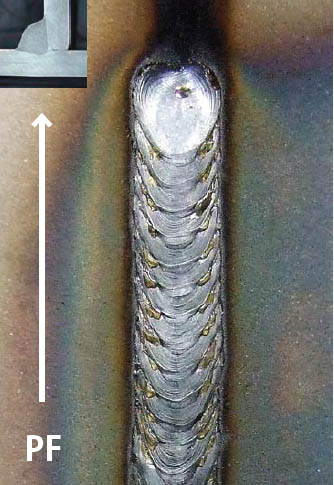 Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Автоматическая машина для вертикальной шовной сварки (EGW)_Nanjing Auto Automation Co., Ltd.
Решение
Интеллектуальное решение для экономичного производства трубных катушек
Решение для строительства резервуаров для хранения
Решение для изготовления горизонтальных оболочек
Решение для бережливого производства трубных катушек
Решение для изготовления трубных катушек подвижного типа
Решение для изготовления трубных катушек в мастерской
Интеллектуальное решение для мастерских
Интеллектуальная система управления мастерской
Система F-вида
Интеллектуальная система разделения катушек труб
Производственная линия MES-система
Система сетевого мониторинга производственной линии
Система управления мобильным терминалом
Система обслуживания производственной линии
Система управления сваркой
Количество просмотров:
Описание товара
Параметры
Параметры
Автоматическая машина для вертикальной шовной сварки (EGW)
Автоматический сварочный аппарат с вертикальным швом представляет собой автоматическое сварочное оборудование, самостоятельно разработанное и произведенное компанией Nanjing Aote Automation Co. , Ltd. в соответствии с характеристиками передней/обратной конструкции резервуара. Он сочетает в себе технологию вертикальной сварки с самозащитой и японское газоэлектрическое оборудование для вертикальной сварки на тележке, которое может использоваться как в формальной конструкции, так и в конструкции с перевернутым чипом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур. контрольная сварочная тележка используется для управления скоростью подъема вверх, тем самым достигается эффект стабилизации сварочной ванны и завершается автоматическая сварка продольного шва большого резервуара-хранилища или доменной печи и башни.
, Ltd. в соответствии с характеристиками передней/обратной конструкции резервуара. Он сочетает в себе технологию вертикальной сварки с самозащитой и японское газоэлектрическое оборудование для вертикальной сварки на тележке, которое может использоваться как в формальной конструкции, так и в конструкции с перевернутым чипом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур. контрольная сварочная тележка используется для управления скоростью подъема вверх, тем самым достигается эффект стабилизации сварочной ванны и завершается автоматическая сварка продольного шва большого резервуара-хранилища или доменной печи и башни.
Полный комплект оборудования состоит из сварочной системы и портала, сварочной ветрозащитной рамы (с боковой системой управления ходьбой), сварочной тележки подъемной платформы, системы автоматического управления сваркой, системы управления поворотом, системы циркуляции охлаждающей воды и т. д. Шаговое устройство использует модульная комбинированная конструкция, а также функция передней и обратной загрузки могут быть удобно реализованы путем регулировки положения установки.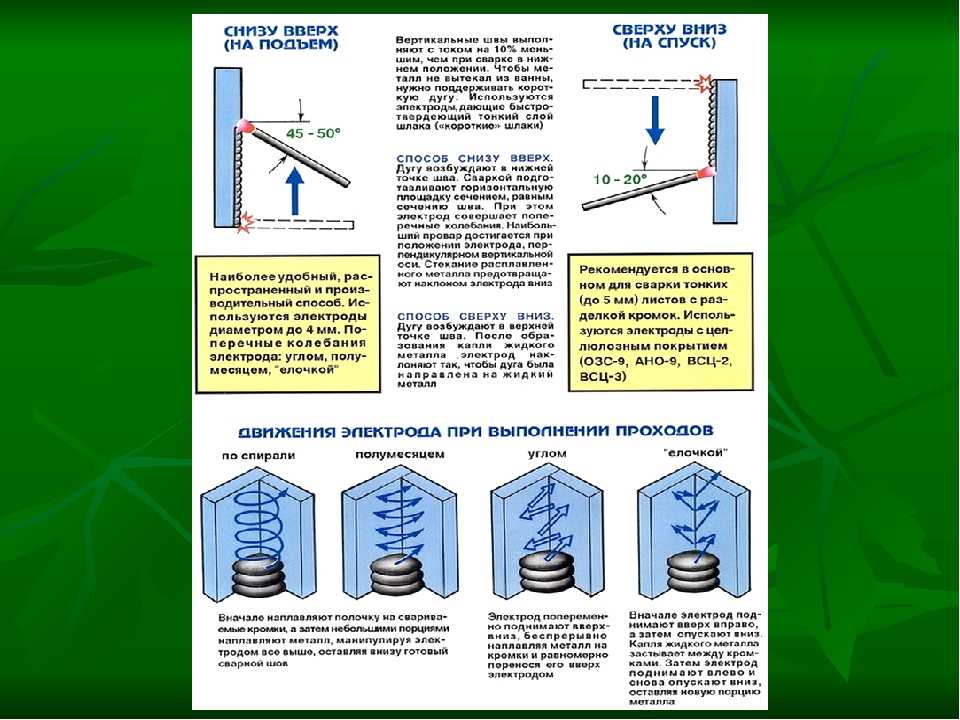 Система управления сварочным поворотом выполнена в виде линейного осциллятора.
Система управления сварочным поворотом выполнена в виде линейного осциллятора.
В этом оборудовании используется запатентованная технология адаптивной газоэлектрической вертикальной сварочной тележки с ЧПУ (номер патента: ZL200920231033.1) с полностью закрытой технологией программного управления ПЛК, позволяющая решить проблему низкой надежности и легкого повреждения аналоговых цепей при традиционном аналоговом управлении. режим, гарантирует, что оборудование может работать непрерывно и стабильно в сложных и суровых условиях строительства. Эффект сварки вертикальным швом также может устранить необходимость доработки участка дуги, как в случае обычного консервирования, дополнительно улучшая автоматизацию сварки. . Оснащен баком охлаждающей воды большой емкости для обеспечения непрерывности строительства в условиях высокой температуры.
Отсканируйте QR-код, чтобы прочитать его на телефоне
Соответствующие параметры не найдены, добавьте их в таблицу свойств
Технические параметры
➤ Применимый диаметр: вертикальный цилиндр диаметром 6 метров и более;
➤ Применяемые материалы: углеродистая сталь, высокопрочная сталь, легированная сталь и т. д.;
д.;
➤ толщина обрабатываемого листа: 8 м ~ 45 мм;
➤ Форма канавки: V-образная канавка из стального листа 8м~22мм, X-образная канавка из стального листа 22~45мм;
➤ Подходящая панель: флип 1,6 м ~ 2,5 м, торжественное платье 1,6 м ~ 2,8 м;
➤ Подходит для сварочных процессов: газоэлектрическая вертикальная сварка, сварка в среде защитных газов;
➤ Метод построения: как положительный, так и отрицательный.
Модель оборудования: перевернутая газоэлектрическая вертикальная сварочная машина, формальная газоэлектрическая вертикальная сварочная машина, позитивная/перевернутая газоэлектрическая вертикальная сварочная машина, морская вертикальная сварочная машина, двухцелевая вертикальная сварочная машина с низкотемпературным резервуаром для хранения сырой нефти и т. д.
Предыдущий
Машины для шовной сварки, Автомат для шовной сварки
Горизонтальный воздушно-гидравлический шовный сварочный аппарат для топливных баков автомобилей и мотоциклов
Аппарат для сварки горизонтальных швов по окружности топливного бака мотоцикла
Горизонтальный сварочный аппарат для продольных швов топливного бака мотоцикла
Сварочный аппарат с вертикальным швом для грузового масляного бака
Сварщик швов нагревательной плиты
Сварочный аппарат с вертикальным швом для бака солнечного нагревателя
Сварочный аппарат горизонтального типа
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — вертикальный
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — горизонтальный
Сварочный аппарат горизонтального типа для двигателя из нержавеющей стали
Горизонтальный шовный сварочный аппарат для картриджной коробки
Горизонтальный сварочный аппарат для верхней и нижней крышек резервуара для воды
Все размеры топливных баков автомобилей и мотоциклов, масляный бак, масляный бак, автомобильный глушитель, выхлопная труба, стальной обод велосипеда, бак из нержавеющей стали, пластина для сбора солнечного тепла, журнал, распылитель, ведро для воды, столовая с электрическим подогревом, термос, фильтр, кувшин для вина всех размеров, внешняя оболочка двигателя, сварка сетчатых пластин, сварка пластин из нержавеющей стали и кухонная утварь.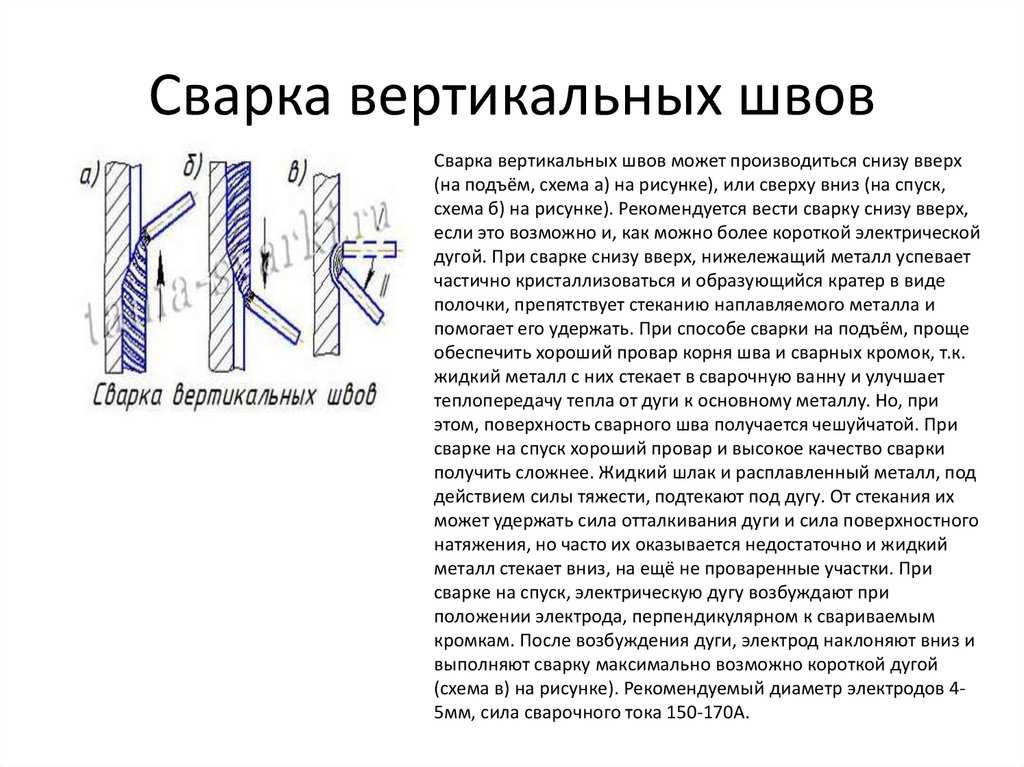
- Внешний вид сварки: очень меньшая горячая деформация и окисление позволяют избежать обработки на последующих этапах.
- Стабильность: Меньший допуск на пайку соответствует спецификациям транспортных средств JIS.
- Экономичность: Потребляющие детали, такие как электрод из медного сплава, очень меньше, а энергопотребление очень меньше. Стоимость операции низкая.
- Станок регулируется для работы как с тонкими, так и с толстыми заготовками. Доступен как непрерывный, так и импульсный тип разряда электричества.
- Без следов пайки: экономия времени на полировку, устранение загрязнений и покрытие на следующих этапах обработки.
- Высокая маневренность: Машина может работать сразу после запуска. Любой обычный техник может управлять машиной.
| Спецификация | Номинальная емкость | Номинальное первичное напряжение | Номинальная частота | Макс. Weld Current Weld Current | Пропускная способность нержавеющей стали | Макс. Welding Force | Охлаждающая вода |
|---|---|---|---|---|---|---|---|
| Модель | кВА | В | Гц | А | мм+мм | кг | л/мин |
| DJ-C800 | 80 | 220/440 | 50/60 | 18 000 | 0,8+0,8 | 600 | 25 |
| DJ-C1000 | 100 | 220/440 | 50/60 | 21 000 | 1+1 | 800 | 25 |
| DJ-C1200 | 120 | 220/440 | 50/60 | 24 000 | 1,2+1,2 | 800 | 30 |
| DJ-C1500 | 150 | 220/440 | 50/60 | 27 000 | 1,8+1,8 | 800 | 30 |
| DJ-C2000 | 200 | 220/440 | 50/60 | 31 000 | 2+2 | 1200 | 40 |
| DJ-C2500 | 250 | 220/440 | 50/60 | 35 000 | 2,2+2,2 | 1200 | 40 |
| DJ-C3000 | 300 | 220/440 | 50/60 | 38 000 | 2,4+2,4 | 1200 | 50 |
- Возможна разработка и изготовление в соответствии с местными требованиями к напряжению (200–600 В)
- Возможное исполнение для модели выпрямителя deman.