Содержание
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.

- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.
Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
 От линии соединения не отклоняйтесь;
От линии соединения не отклоняйтесь;
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм.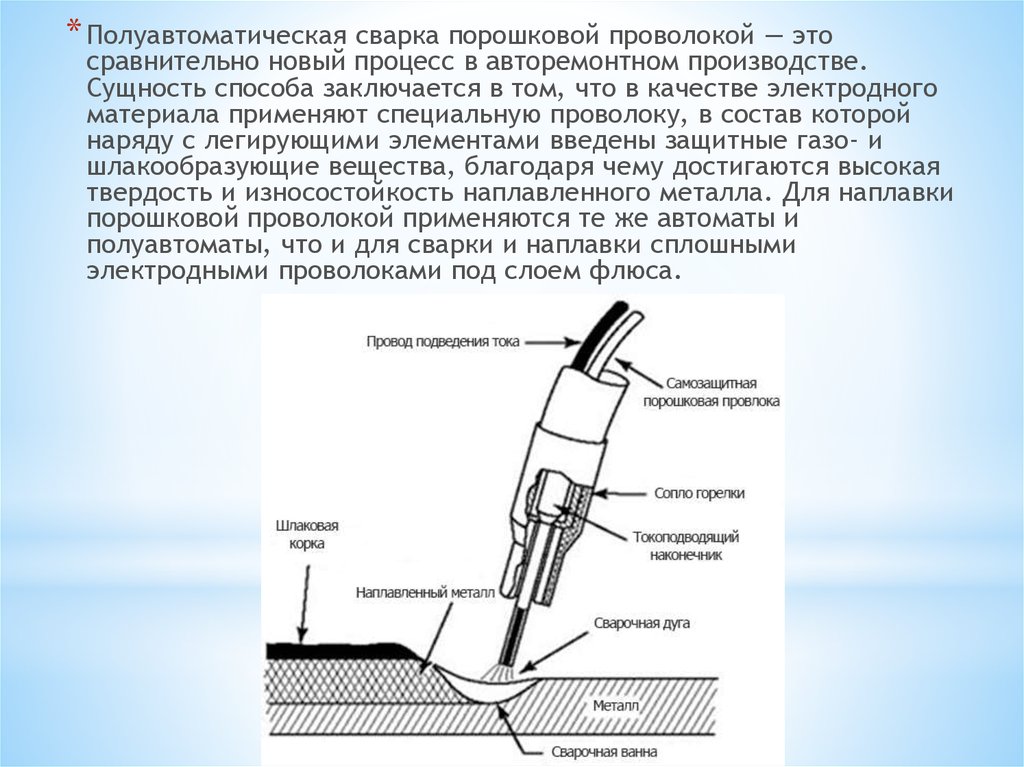 При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
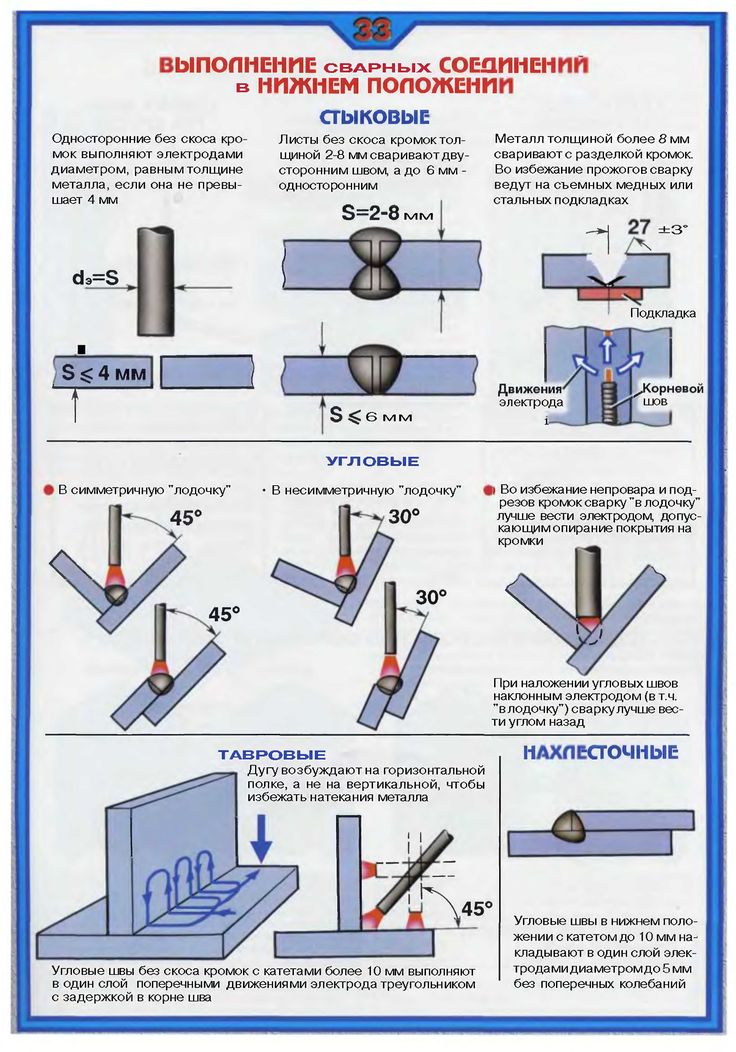
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
 com/embed/QcVcSJH7B7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/QcVcSJH7B7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
О выборе электродов для сварки инверторным аппаратом читайте тут.
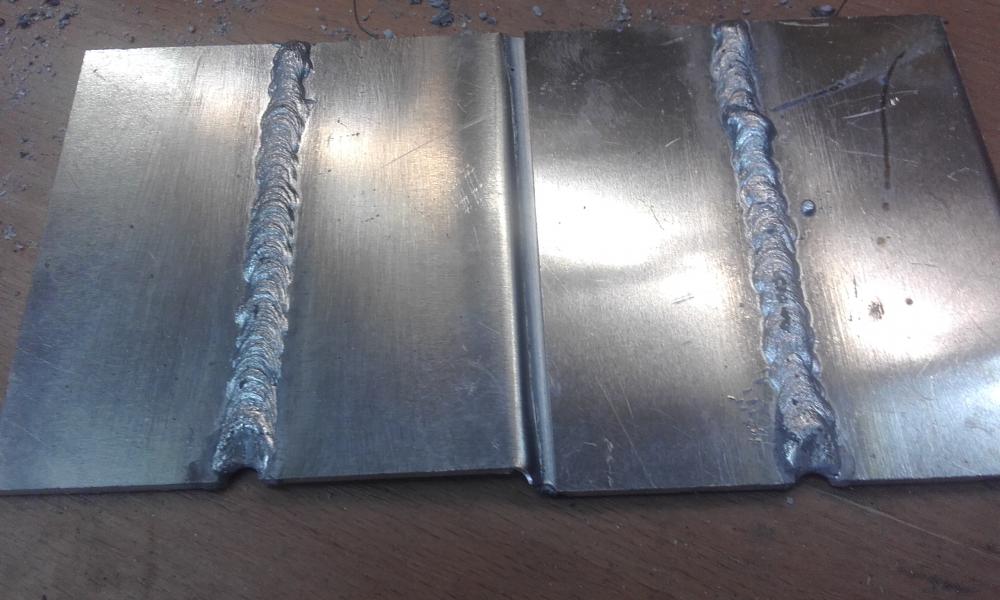
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как сваривать листовой металл или тонкий лист (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, потому что горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.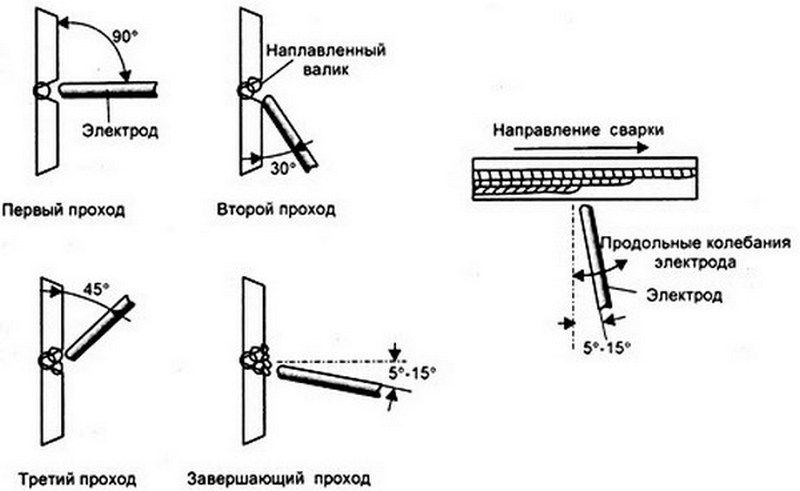
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных сварных швов.
Сварка МИГ
Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но, даже если у вас нет опции импульсной сварки TIG, управление с помощью ножной педали хорошо работает для синхронизации подачи высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до острого кончика для сварки стали и используйте либо присадочный металл ER70S-2, либо стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте использования смесей защитного газа аргона и гелия, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом
Большинство сварщиков избегают сварки тонкого металла методом сварки электродом. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Деформация
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швы
Лучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете слишком долго держать дугу на некоторых прихватках, что приводит к выделению слишком большого количества тепла по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
Прожиги
Все, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и делайте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами. Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний вид
Сварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG.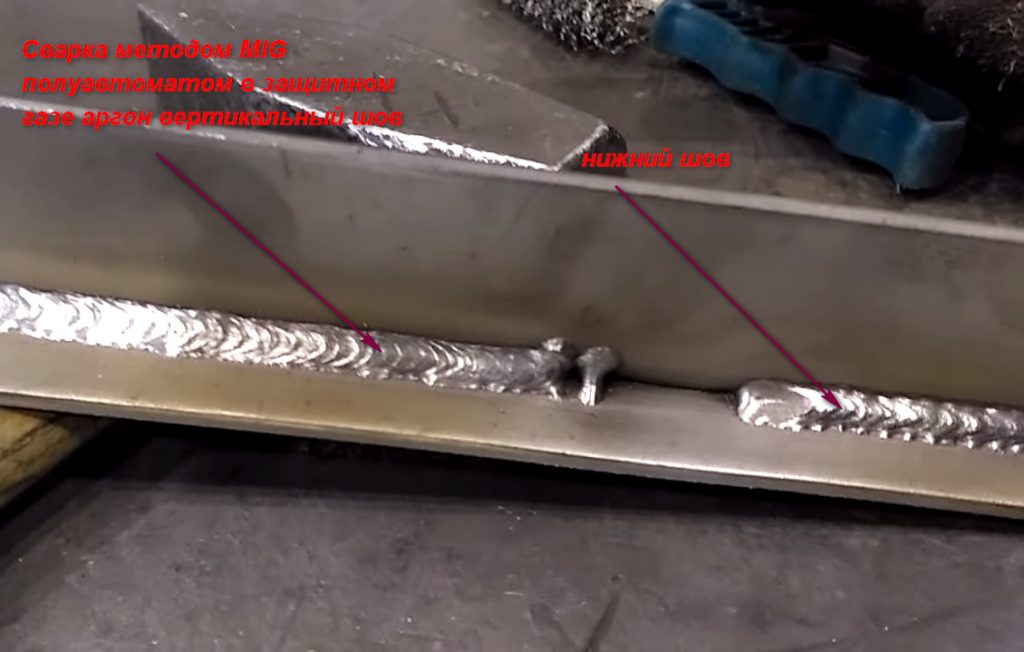 Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40–80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Гордые (над поверхностью) сварные швы
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Излишки металла можно стачивать, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Различные металлы имеют разные характеристики
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем сталь. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видео
Это видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать?
Самым тонким листовым металлом, который можно сваривать дугой, является низкоуглеродистая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Какой процесс сварки лучше всего подходит для тонкого металла или листового металла?
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?
Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?
Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обмотка
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.
После того, как вы неизбежно прожжете одни листы металла и покоробите другие, вы приобретете больше опыта и узнаете, насколько быстро вам нужно сваривать в зависимости от материала и его толщины.
Многочисленные сварочные работы требуют понимания того, как сваривать тонкие листы. Даже в проектах на любительском уровне используются тонкие срезы.
Сварной листовой металл улучшает такие вещи, как предметы повседневного обихода, строительные элементы или детали машин, которые выигрывают от меньшего веса. Таким образом, каждый сварщик должен уметь сваривать тонкие заготовки.
Как сваривать тонкий металл
Пьер Янг
Работать с более тонкими металлическими листами сложно. Если вы используете слишком много тепла, вы можете получить ожог. Слишком малое количество может привести к недостаточному проплавлению сварного шва и приведет к хрупкости соединений.
Выбранный вами процесс сварки играет решающую роль в успехе процедуры. Если вы хотите узнать , как сварить тонкий металл , продолжайте читать.
Чтобы обеспечить надежное соединение при работе с тонким материалом, необходимо помнить о нескольких вещах.
Минимизация прожога
Прожог происходит, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. В результате получается большая дыра вместо идеального соединения. Дефект возникает из-за высокотемпературных входов и не поддается устранению. Затем сварщику придется снова начинать сварку с новой заготовки.
Внешний вид сварного шва
Поскольку тонколистовые металлы требуют меньшего подвода тепла, внешний вид сварного шва может давать большее количество брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Угол горелки
Расположение горелки существенно влияет на количество передаваемой энергии. При выборе рабочего угла и скорости перемещения необходимо учитывать свойства металла и его температуру плавления. Все эти факторы влияют на количество энергии, которой металл подвергается за один раз. Это может как увеличить, так и уменьшить риск прогорания.
Защитный газ
Выбор газа существенно влияет на производительность процесса. Если он не передает энергию так эффективно, как должен, это может привести к некачественным суставам. Если он имеет невероятно высокую скорость передачи энергии, он создаст значительное количество брызг, и вы также рискуете продуть материал.
Если он не передает энергию так эффективно, как должен, это может привести к некачественным суставам. Если он имеет невероятно высокую скорость передачи энергии, он создаст значительное количество брызг, и вы также рискуете продуть материал.
Для этих типов соединений можно использовать сварку вольфрамовым электродом в среде инертного газа (TIG) или металлическим инертным газом (MIG).
Металлический инертный газ для тонких листов
Газ Дуговая сварка металлом или металлическая сварка в среде инертного газа является наиболее часто используемой процедурой сварки металлических листов. В зависимости от типа сварного шва и размера листа вы можете использовать либо обычную технику сварки MIG, либо комбинировать ее с импульсным методом, чтобы избежать сквозного пробоя.
Импульсный режим
В этом методе вы нагреваете небольшой сегмент пластин, которые должны быть соединены, а затем позволяете сварочной ванне полностью остыть. Вы не должны пытаться заполнить соединение сразу, так как вместо этого может образоваться отверстие в заготовке.
Процесс обеспечивает высокую скорость проникновения материала и осаждения металла. Интенсивное энергетическое воздействие в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте в процессе проводку наименьшего диаметра. Для плавления требуется меньше энергии, что ограничивает количество тепла, передаваемого основному металлу.
Важной причиной, по которой этот метод так широко используется при работе с листовыми материалами, является возможность контроля над подводимой энергией. Это также позволяет лучше контролировать внешний вид валика сварного шва, что упрощает исправление ошибок, которые могут возникнуть из-за более низкой скорости наплавки.
Советы и рекомендации:
- Никогда не используйте присадочную проволоку, диаметр которой превышает толщину основного материала.
- Для низкоуглеродистой стали используйте трос ER70S-6 в соответствии с классификацией Американской ассоциации сварщиков. Он имеет более широкое смачивающее покрытие и максимально увеличивает площадь контакта.
- Используйте защитный газ с высоким содержанием аргона — он передает меньше тепла, чем чистый углекислый газ.
- Используйте электрод постоянного тока Положительная полярность. Он выделяет больше тепла на металлическую проволоку и меньше на основной металл.
- Использование отрицательного электрода постоянного тока может быть опасным и контрпродуктивным. Она передает меньше тепла на присадочную проволоку и больше на основной материал. Вы можете в конечном итоге перегреть заготовку и не получить достаточного количества наполнителя для формирования соединения.
 Он имеет более широкое смачивающее покрытие и максимально увеличивает площадь контакта.
Он имеет более широкое смачивающее покрытие и максимально увеличивает площадь контакта.ВИГ для тонких листов
ВИГ обеспечивает дополнительный контроль подвода энергии. Вы можете регулировать его с помощью размера используемого электрода, а также с помощью пульсирующей техники. Это также позволяет лучше сфокусировать дугу на определенной области.
Советы и рекомендации
- Используйте электрод меньше 1/8 дюйма — его легче запустить и лучше работать при более низких настройках температуры.
- Используйте проволоку тоньше, чем основной материал
- Используйте источник питания на основе инвертора для использования с более тонкими алюминиевыми листами
- Используйте заостренный электрод для большей стабильности дуги, так как он сводит к минимуму искажения
- TIG можно использовать для различных материалов и работает исключительно хорошо почти во всем. Комбинируйте любой из них с одним из следующих методов в соответствии с суставом и его требованиями
Пропускная сварка
Вы можете свести к минимуму деформацию и неравномерный внешний вид валика, сделав стыки меньшего размера в виде прерывистых стежков. В этой технике вы делите сустав на равные части и направляете энергию только на чередующиеся участки. С помощью техники пропуска вы уменьшаете количество энергии, которой подвергается каждая секция за один раз, снижая риск выхода сустава из строя. В результате получается аккуратное соединение, которое также является прочным.
Опорные стержни
Чтобы уменьшить риск прогорания листа, вы можете прикрепить заготовку к охлаждающим стержням. В то время как вы нагреваете их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварного соединения за счет регулирования подачи тепла.
Сборка и проектирование соединений
Соединения в более тонких листах сложны. Вы должны убедиться, что они плотно прилегают друг к другу, так как даже мельчайшие отверстия считаются прожогами и создают слабое соединение. Чтобы избежать этого, перед началом сварки убедитесь, что оба металла идеально подходят друг другу.
С более тонкими листами у вас нет права на ошибку, так как не так много материала, который вы можете перенаправить на место. Правило – дважды отмерь и один раз отрежь. Если вы справитесь с этим, вы не рискуете испортить соединение.
Как соединить тонкий лист с толстым листом
При соединении более толстого листа, скажем, с листом 22-го калибра, вы не будете просто использовать технику плетения или технику сварки без пропусков.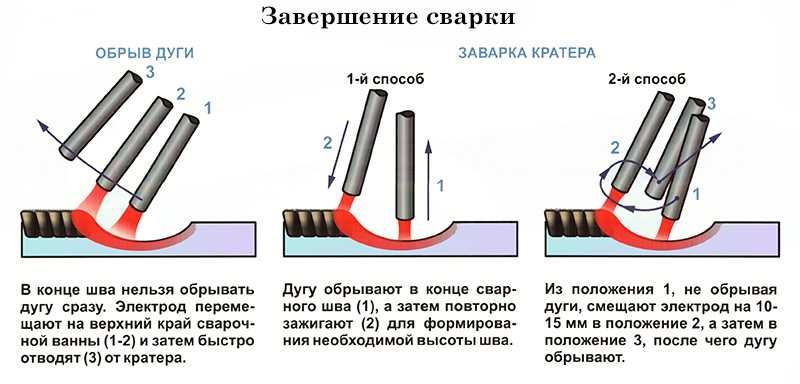 Они не окажутся полезными, так как с их помощью вы не добьетесь высоких уровней проникновения.
Они не окажутся полезными, так как с их помощью вы не добьетесь высоких уровней проникновения.
Вместо этого вам следует сначала разместить все кнопки и удерживать их на месте. Затем вам нужно направить энергию на более толстый лист металла. Убедитесь, что вы хорошо работаете по краю сустава. Это гарантирует, что сварочная ванна достигнет более тонкого металлического листа, что обеспечит проплавление сварного шва.
Чтобы это работало, вы должны установить уровни силы тока и температуры в соответствии с требованиями более тяжелого листа, что означает, что они будут относительно высокими. Держите источник энергии подальше от более тонкого листа, иначе вы прожжете в нем дыру. Это требует немного практики, но как только вы освоитесь, процесс станет относительно более простым.
Используя правильный метод сварки, присадочную проволоку и контролируемое потребление энергии, вы можете создать идеальный сварной шов.
Связанные вопросы
Насколько тонкий слой можно сваривать с помощью сварки MIG?
Если вы можете контролировать количество тепла, вы даже можете сваривать практически любой лист толщиной менее 0,8 мм с помощью MIG. Однако мы рекомендуем использовать MIG для металлов толщиной более 0,6 мм. В идеале следует использовать TIG для листов толщиной 0,6 мм или тоньше.
Однако мы рекомендуем использовать MIG для металлов толщиной более 0,6 мм. В идеале следует использовать TIG для листов толщиной 0,6 мм или тоньше.
Что лучше – сварка MIG или TIG?
TIG обеспечивает более качественные и чистые сварные швы, чем MIG. Полученный продукт намного точнее, долговечнее и аккуратнее, чем MIG или другие процедуры дуговой сварки. Однако для разных сварных швов требуются разные методы, и вам необходимо знать требования и свойства металла, прежде чем вы решите, какой метод или процесс использовать. Если для повышения производительности вам требуется высокая скорость наплавки металла и проплавление сварного шва, MIG может подойти вам.
Как лучше сваривать тонкий металл?
TIG и MIG идеально подходят для сварки тонких листов металла. Оба работают особенно хорошо практически для всех типов материалов. Однако для чрезвычайно тонкого листа из нержавеющей стали и алюминия мы рекомендуем вам использовать метод TIG, поскольку он позволяет лучше контролировать подвод тепла.