Содержание
Школа инструмента » Маркировка и зернистость наждачной бумаги
Фарида
24 января 2018
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива.
Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки.
Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
Буквой «М» обозначается водостойкая наждачная бумага.
Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
«1» – абразив для мягких поверхностей, «2» – для жестких.
Теги: наждачная бумага, маркировка
Наждачка нулевка как одно из приспособлений для обработки поверхностей
Общие сведения о наждачной бумаге
Шлифовальная шкурка или наждачка – это столярный абразив, нанесённый на тканевую или другую плоскую тонкую основу, который предназначен для машинной или ручной обработки металлических, деревянных, керамических поверхностей. Изготавливается этот материал путём пропитывания полимерами основы, последующего нанесения разогретого клея и абразивов нужной фракции (необходимого размера). После высушивания в печи при определённой температуре шкурка для шлифовки становится пригодной к применению.
Так как наждачку можно сделать грубой или практически гладкой, для удобства используется специальная маркировка. Раньше этот параметр определялся согласно стандарту ГОСТ 3647-80, по которому определяется зернистость шкурки (количество зёрен разного размера на одну квадратную единицу площади наждачки). Сейчас используются международные ISO-стандарты, которые всё же перекликаются со старыми государственными (отечественными).
Раньше этот параметр определялся согласно стандарту ГОСТ 3647-80, по которому определяется зернистость шкурки (количество зёрен разного размера на одну квадратную единицу площади наждачки). Сейчас используются международные ISO-стандарты, которые всё же перекликаются со старыми государственными (отечественными).
Обозначается зернистость по современным правилам с помощью буквы «Р». Возле неё ставится число, по которому определяется величина «зёрен»: чем больше числовое обозначение, тем мельче наждачка.
Таблица соответствия зарубежной и отечественной маркировки наждачки Источник derevo-s.ru
Для ГОСТ-овского обозначения действуют другие маркировки. Перед буквой стоит число, которое обозначает величину сита с определённой стороной сетки. Например, «зерно» наждачки «10-Н» соответствует ситу с ячейкой размером 10 мкм. Тут действует обратное правило: чем меньше показатель, тем меньше размер посева.
Смотрите также: Каталог компаний, что специализируются на отделочных материалах и сопутствующих работах
 » src=»https://www.youtube.com/embed/bkm-4LzOWWs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/bkm-4LzOWWs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Маркировка и зернистость наждачной бумаги
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.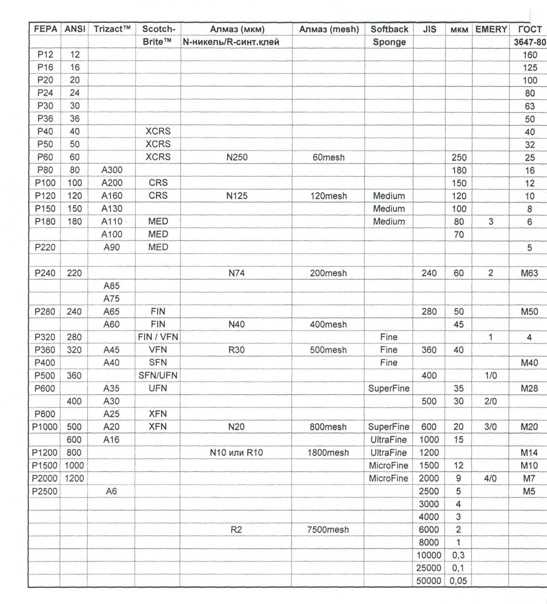
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
Буквой «М» обозначается водостойкая наждачная бумага.
Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
«1» – абразив для мягких поверхностей, «2» – для жестких.
Наждачка-нулёвка
Наждачная бумага «нулёвка» представляет собой наиболее нежную наждачную бумагу, имеющую наименьшую абразивность покрытия. Согласно международному стандарту такая бумага имеет показатель от Р400 до Р2500 и применяется для окончательной и сверхтонкой шлифовки покрытий:
- Р2500 (М5/Н-00) имеет размер зерна 3-5 мкм;
- Р2000 (М7/Н-01) – 5-7 мкм;
- Р1500 (М10/Н-0) – 7-10 мкм;
- Р1200 (М14) – 10-14 мкм;
- Р1000 (М20/Н-1) – 14-20 мкм;
- Р600 (М28/Н-2) – 10-14 мкм;
- Р400 (М40/Н-3) – 10-14 мкм.
Это интересно! Зернистость «нулёвки» настолько мала, что практически не ощутима на ощупь.
Монотонная, но нужная работа с «нулёвкой» Источник usamodelkina.ru
Сферы применения нулевой наждачной бумаги
Шкурка нулёвка с успехом уже давно применяется в строительно-ремонтной сфере, а также при изготовлении мебели, интерьерных аксессуаров и других деталей. Стоит перечислить несколько отраслей применения этого материала:
Стоит перечислить несколько отраслей применения этого материала:
- мебельная;
- столярная;
- лакокрасочные работы;
- автомобильная ремонтная сфера;
- промышленная;
- отделочная;
- машиностроительная;
- строительная;
- приборостроительная;
- изготовление специализированного отраслевого оборудования, приспособлений и приборов (в том числе нестандартных, ручных и машинных).
Это важно! «Нулёвка» может выпускаться как в листовой, так и в рулонной форме.
Особенности изготовления наждачки
Наноситься абразив, который является рабочей частью нулёвки, могут на разную по своему составу основу. Например, на бумагу или ткань. История производства любой наждачной бумаги восходит к древним истокам, которые датируются ещё тринадцатым веком. При этом первые упоминания о таком материале появились в Китае. Раньше специалисты по изготовлению разных по зернистости наждачных бумаг добавляли измельчённый ракушечник, семена разных растений, клеевой состав, а также агар-агар или крахмал для эффекта склеивания.
Изготовление наждачки Источник kak-sdelano.ru
Бумажная основа наждачки даёт низкий показатель износостойкости и водостойкости, и маркируется так: П1, П2, П3 и так далее (приведён пример ГОСТ-овской маркировки изделия). Тканевая основа наждачной бумаги (наждачка на тканевой основе) гарантирует увеличенную стойкость и не позволяет изделию рассыпаться после первых же серьёзных обработок различных негладких поверхностей. Тут помогает не только более прочная основа из натурального хлопка или искусственного полиэстера, но и наличие специальной смоляной пропитки. Влагопрочная бумага обозначается для наждачки разных абразивных способностей как литера «Л».
Также важен для наждачки нулёвки с зернистостью номер 400-2500 (по международной методике определения абразивности этого затирочного материала) способ нанесения действующей поверхности на основу. Это может быть открытый или закрытый метод. В первом случае пользователь получает бумагу для ошкуривания с наполовину закрытой основой, во втором – базисная подкладка покрыта абразив-материалом полностью.
Общие правила применения наждачной бумаги
Наждачка для шлифования, то есть нулёвка (как и другие по абразивности варианты наждачной шлифовальной бумаги) применяется с разной по технике обработке основой. Так, при маркировке с буквой «J» становится ясно, что такая наждачка должна применяться для шлифовки края либо профиля. Тяжёлые работы с высокой степенью загрязнения осуществляются с помощью материала с буквой «Х».
Что касается таких букв как «W» и «Y», которые применяются для маркирования, они подают сигнал пользователю о том, что данный товар обладает повышенным уровнем прочности и годится для более сильного воздействия.
Это интересно! Основным правилом по выбору подходящей наждачки (в том числе из линейки «нулёвок») остаётся правило перехода от минимальных показателей зернистости к максимальным.
Для чего нужна шлифовка
Без шлифовки не обойтись, если нужно снять старое покрытие и вернуть деревянному изделию первоначальный натуральный цвет, проявить текстуру древесины. Она дает возможность снять въевшиеся загрязнения с древесины, очистить ее от плесени и грибка. Шлифовка позволяет выровнять поверхность и сделать ее гладкой, чтобы исключить мелкие травмы и избежать получения заноз.
Она дает возможность снять въевшиеся загрязнения с древесины, очистить ее от плесени и грибка. Шлифовка позволяет выровнять поверхность и сделать ее гладкой, чтобы исключить мелкие травмы и избежать получения заноз.
Шлифовка
Кроме того, шлифовка открывает поры дерева, что позволяет лакокрасочным материалам глубже проникнуть в массив и обеспечивает хорошее качество адгезии, то есть сцепление защитного покрытия со слоем древесины. А качественная адгезия дает возможность наносить покрытие равномерно, без наплывов и проплешин, что в итоге уменьшает расход лакокрасочных материалов и приводит к существенной экономии.
Коротко о главном
Наждачка нулёвка является одной из многочисленных разновидностей наждачной или шлифовальной отделочной бумаги.
Нулёвка применяется в строительно-отделочных работах, а также при изготовлении штучных (единичных) или потоковых (фабричных) изделий разного тиража.
Наждачная бумага (кроме зернистости) может быть тканевой, бумажной или комбинированной (в зависимости от основы, на которую наносится абразивный материал).
Согласно государственным российским и международным стандартам, различная наждачная бумага изготавливается под разной (соответствующей типу) маркировкой, в которой могут присутствовать как цифры, так и буквенные обозначения.
Определить, какая наждачка перед вами, можно, взглянув на маркировочные обозначения на упаковке или потрогав рабочую поверхность материала.
Оценок 0
Прочитать позже
Наждачная бумага или щетки?
Профессионал-деревообработчик на производстве не задается такими вопросами: все процессы давно выстроены, необходимое оборудование есть в наличии. Но если вам нужно самостоятельно отшлифовать поверхность, то вам необходимо решить, что из предлагаемых на рынке инструментов нужно в вашем конкретном случае.
Наждачная бумага, или шкурка. При ее изготовлении на ткань или бумагу приклеивают слой абразивного материала разной степени зернистости, и при обработке поверхности мастер с усилием трет такой шкуркой участок деревянной поверхности, который подлежит обработке.
Щетка. По сути, это собранные на едином основании более или менее жесткие нити, изготовленные (иногда с добавлением абразивных зерен) из металла, нейлона и даже из животного или растительного сырья – шерсти или сизаля. Кончики нитей щетки как молоточки бьют по древесине и выбивают из поверхности частицы дерева.
Так, если ваша задача – добиться гладкости и шелковистости ровной или слегка рельефной деревянной поверхности – лучше выбрать наждачную бумагу. Если же вы хотите применить браширование, проявить рисунчатый рельеф древесины и придать ей изысканный старинный вид, то вам понадобятся щетки.
Grit Sequence: Позвольте (gr) сделать всю тяжелую работу за вас.
Выбор оптимальной последовательности зернистости для достижения идеального результата.
28 февраля 2020 г.
Статьи
Поделись
Статья Разделы
- Введение
- Основы мужества
- Какую крупу следует использовать?
- Золотое правило шлифования
- Почему вы должны следовать золотому правилу шлифования (или как работает шлифование)
- Как выбрать крупу
- приложений и советов:
- Применение по номеру зернистости
- Советы по материалам/применениям
- Заключение
Введение
Независимо от того, являетесь ли вы новичком в деревообработке, а значит, и в шлифовании, или уже много лет, выбор правильной последовательности зерен является ключом к получению красивой, ровной и гладкой поверхности.
Мы не хуже других знаем, что шлифование песка может быть утомительным делом, и мы все предпочли бы заняться чем-то другим. Но когда мы срезаем углы, это определенно сказывается на финише… Почему? Что ж, мы к этому вернемся. Но сначала давайте обсудим основы зернистости.
Top
Основы зернистости
Наждачная бумага или абразивы с покрытием, как известна более широкая категория, состоят из абразивных зерен, клея и подложки.
(Вы можете узнать больше об этих других элементах в связанных статьях. Основы. Абразивные зерна. Покрытия.)
Абразивы с покрытием, такие как шлифовальные ленты, диски или листы, поставляются с различными стандартными размерами зерна, подробнее обычно известный как зернистость или размер зерна. Размеры стандартизированы и определяются двумя основными методами: ситовым числом или микрозернистостью. При использовании номера сита размер зерна определяется количеством ячеек на дюйм, тогда как в случае микрозерен размер определяется скоростью опускания во время осаждения.
Существуют различные системы, и, как правило, продукция Uneeda соответствует стандарту FEPA, в котором зернистость обозначается буквой P, а затем числом (например, P100), где более крупное или крупное зерно имеет меньший номер и более мелкое зерно. , или более мелкие зерна, имеют более высокий номер. Иногда используется знак #. В зависимости от материала мы предлагаем продукцию от P24 до 10 000.
Это намного проще объяснить на следующем рисунке:
Top
Какую крупу следует использовать?
У вас может возникнуть вопрос: «Значит ли это, что мне нужно постоянно хранить всю крупу от 24 до 2500?»
Нет, не обязательно. Какая зернистость вам понадобится и какой формат продукта (лента, диск, лист и т. д.) во многом зависит от вашей задачи шлифования. Например, если вы собираетесь выполнять только черновую шлифовку, по сравнению с тем, если вы планируете использовать только морилку, или если вам нужно отполировать шкафы, отшлифовать лак или другую блестящую отделку, все это повлияет на то, какую зернистость вы должны иметь под рукой. .
Если вам не нужно шлифовать на каждом этапе, вы можете ограничить количество требуемой зернистости… но даже если вам нужно шлифовать на мелкой шлифовке, пока вы придерживаетесь золотого правила шлифования, вы все равно можете обойтись без хранения каждого песка в магазине.
Top
Золотое правило шлифования
Итак, что делать, если вам нужно отшлифовать от грубого до более мелкого зерна для финишной обработки?
Золотое правило выбора последовательности: никогда не пропускайте более 1 зернистости.
Например, если вы начинаете с P80 и должны закончить с P240, вместо того, чтобы использовать все зерна от P80 до P220, вы можете сделать P80 – P120 – P180 – P240 . Эта последовательность вырезает P100, P150 и P220.
Предостережение: Это правило в целом применимо к абразивам более высокого качества, и мы убедились, что оно верно для наших собственных продуктов. Однако мы не можем давать никаких гарантий на продукцию других производителей. Единственный способ убедиться в этом — проверить это в конкретной ситуации.
Верх
Почему следует следовать золотому правилу шлифования
Это возвращает нас к тому, как работает наждачная бумага.
При шлифовании вы наносите на поверхность острый режущий инструмент и создаете царапины, состоящие из пиков и впадин, известных как RA и RZ. Когда вы используете грубую зернистость, вы создаете более глубокую царапину с более высокими пиками. Цель состоит в том, чтобы на протяжении всей последовательности действий с песком выровнять пики и впадины, чтобы поверхность стала более гладкой, не «вторгаясь» в долину. Если в долину царапины вторгнуться, древесина сомкнется, что приведет к образованию луж и пятнистой поверхности.
Таким образом, каждый абразив должен быть в состоянии удалить царапину с предыдущей зернистости, поэтому, например, если P180 следует за P80, P180 не удалит царапину полностью. Это приведет к чрезмерному шлифованию и завихрениям в древесине.
Пятнистая, неровная поверхность может появиться в результате неправильной последовательности зерен или плохой техники шлифования и окрашивания.
Шлифование Завихрения в древесине из-за неправильной последовательности зерен или неправильной техники шлифования.
Если вы будете следовать правильной технике и Золотому правилу шлифования, каждая последующая зернистость будет удалять необходимое количество материала, что приведет к более ровному рисунку царапин на последнем проходе.
На иллюстрации вы можете видеть, что самые высокие пики имеют самую низкую зернистость, скажем, 80, и если вы перейдете к 180, будет срезана только вершина, что приведет к очень неравномерному рисунку царапин по сравнению с рисунком до конца вправо. , что очень равномерно и происходит, когда вы проходите через крупу, не пропуская.
Top
- 3 Как выбрать приложение 00-
- На каком этапе процесса шлифования я нахожусь – калибровка, выравнивание, придание формы, подготовка к чистовой обработке, между слоями отделки, шлифование зачисткой, тонкое шлифование или полирование – и что я нахожусь пытаетесь выполнить?
- Сколько материала мне нужно удалить с одной стороны заготовки?
- Сколько шлифовальных блоков у меня есть в наличии для всего процесса шлифования (более применимо к шлифованию с широкой лентой)
- Какие инструменты я буду использовать или это будет ручная шлифовка?
- Какой зернистостью я хочу закончить?
- Какой материал я шлифую, твердый он или мягкий? Он очень смолистый, как сосна?
- Удаление неровностей на древесине
- Удаление старых красок и покрытий
- Необработанный пиломатериал
- Стартовый песок для твердой древесины
- Удаление неглубоких царапин
- Удалить прожоги пильного диска
- Стартовый песок для хвойных пород
- Подготовка для полиуретановых и эмалевых красок
- Рельефные волокна древесины
- Неровности поверхности
- Подготовка для латекса и акрила
- Начать отделку поверхности
- Препарат для морилки
- Шлифовка между слоями
- Влажное шлифование
- Зернистость для окончательной обработки поверхности
- Выравнивающие верхние покрытия
- Подготовка к финишным маслам
- Подготовка к полировке
- Металлы и пластмассы
- Тонкое мокрое шлифование
- Первый ремень, который вы используете, должен быть P100 или грубее
- Первым узлом в машине должен быть металлический барабан или ролик с твердым контактом с твердостью 80 – 90 дюрометр
- Перепрыгивайте только через одну зернистость, напр.
 P100 до P150, пропуская P120
P100 до P150, пропуская P120 - Не снимайте слишком много с последних ремней (во избежание волнистой поверхности)
- Не используйте зернистость мельче P240 для последнего ремня (в общем случае достаточно)
- Первый используемый ремень должен быть P120/150
- Удалить 0,15–0,2 мм для получения наилучшей поверхности
- Для белой/сырой древесины не используйте более мелкую зернистость, чем P240, для последней ленты, так как меньшая зернистость может вызвать проблемы с окрашиванием древесины.
- Используйте шлифовальную ленту с зернами карбида кремния. Важная информация о последней шлифовальной ленте
- Используйте зернистость P240/280 на последней ленте для лучшей отделки
- Не используйте слишком высокое давление шлифования и скорость ленты
- Используйте мягкую подушку или контактный ролик
- Убедитесь, что графит не поврежден
- При шлифовании твердых лаков рекомендуется продукт с зернами оксида алюминия, так как этот тип зерна будет легче резать твердую поверхность.
- Что такое абразивы?
- Как работают абразивы?
- Как производятся абразивы?
- Какие существуют типы абразивов?
- Абразивные материалы
- Абразивные основы
- Крупа
- Тип покрытия
- Гири
- Как выбрать лучший абразив для ваших нужд
- Передовой опыт хранения и использования абразивов
- Относительная твердость абразива по сравнению с обрабатываемым материалом (более твердые абразивы быстрее режут глубже)
- Слипание между зернами (определяет скорость потери зерен)
- Загрузка (изношенные абразивы могут снизить эффективность резания)
- Контактное усилие (большее усилие приводит к более быстрому истиранию)
- Использование смазки, охлаждающей жидкости или жидкости для металлообработки (может помочь удалить шлифовальные отходы, чтобы предотвратить трение и уменьшить нагрев)
- Стекловидная или керамическая
- Резиноид
- Резина
- Шеллак
- Силикат соды
- Оксихлорид магния
Орбитальные шлифовальные машины: орбитальные шлифовальные машины используют шлифовальные диски и вращают диски по кругу.
Вращающиеся абразивные зерна режут поверхность, на которую наносится дисковая шлифовальная машина. Орбитальные шлифовальные машины удаляют не так много материала, как некоторые другие шлифовальные инструменты, и лучше подходят для чистовой обработки.Ручные ленточные шлифовальные машины: Ручные ленточные шлифовальные машины представляют собой ленточные шлифовальные машины меньшего размера, в которых используются шлифовальные ленты. Ручные ленточные шлифовальные машины обычно требуют использования двух рук, что требует больше усилий, чем орбитальная шлифовальная машина. Они могут хорошо работать для выравнивания и сглаживания грубых деревянных досок.
Настольные ленточные шлифовальные машины: Настольные ленточные шлифовальные машины часто крупнее и мощнее, чем ручные ленточные шлифовальные машины. Настольные ленточные шлифовальные машины лучше справляются со снятием заготовки с больших заготовок. Обычно они используют более длинные шлифовальные ленты.
Барабанные шлифовальные машины: Барабанные шлифовальные машины используют абразивную полосу, обернутую вокруг барабана. Барабан вращается с конвейерной лентой под ним. Конвейерная лента перемещает заготовку так, что она проходит под барабаном и шлифуется. Мы рекомендуем клиентам покупать шлифовальные валики и самостоятельно нарезать шлифовальные ленты для барабана, чтобы сэкономить деньги. Барабанные шлифовальные машины обычно используются для финишной обработки древесины.
- Снятие ложи
- Удаление красок, лаков и т. д.
- Материалы для подготовки красок, морилок и т. д.
- Окончательная обработка
- Удаление планировочных меток
- Хонингование
- Заточка
- Заточка
- Полировка
- Шлифовальные ленты из оксида алюминия с открытым покрытием
- Шлифовальные ленты из оксида алюминия с закрытым покрытием
- Шлифовальные круги из оксида алюминия с открытым покрытием
- Шлифовальные круги из оксида алюминия с закрытым покрытием
- Валки для деревообрабатывающего барабанного шлифовального станка
- Наборы для изготовления ножей
- Керамические шлифовальные ленты
- Циркониевые шлифовальные ленты
- Шлифовальные ленты из оксида алюминия с закрытым покрытием
- Шлифовальные ленты из оксида алюминия с закрытым покрытием
- Керамические шлифовальные ленты
- Циркониевые шлифовальные ленты
- Шлифовальные круги из оксида алюминия с закрытым покрытием
определить свою последовательность зернистости,
начните со следующих вопросов :
Эти вопросы помогут вам понять, с чего начать.
При определении последовательности зернистости рекомендуется выбирать самую мелкую начальную зернистость для достижения желаемой производительности съема. Это связано с тем, что, хотя вы можете начать с более низкой зернистости, это не только создаст дополнительную работу для компенсации, но и будет менее эффективным процессом шлифования.
Вот пример того, как вы можете использовать это как руководство для себя.
Пример:
Вы хотите отшлифовать массив бука. Общее удаление с одной стороны составляет 0,8 мм. У вас есть две шлифовальные машины с двумя блоками в каждой. Требуемая чистота поверхности Р220.
Опции:
P60 + P100 на первой машине и P150 + P220 на второй машине наиболее эффективны с точки зрения срока службы ремня. Если вы предпочитаете более качественную отделку, используйте P80 + P120 и P180 + P220.
Top
Приложения и советы
Ниже приведены некоторые дополнительные приложения и различные советы и рекомендации, которые помогут вам начать работу.
Нанесение по номеру зернистости
P40-P60
P80
P120
P150
P180
P220
P320
P400
P600+
Верх
Наконечники по материалу/применению
Массив дерева
Шпон
МДФ под покраску
Морилка
Тестовая доска для окрашивания, показывающая поглощение пятен при шлифовании различной зернистостью.
На приведенном выше изображении показана тестовая доска, показывающая скорость впитывания морилки с различной зернистостью окончательного шлифования в диапазоне от 80 до 320 слева направо. Вся доска была отшлифована на 80, затем следующие участки следовали золотому правилу. (80; 80-120; 80-120-180; и 80-120-180-240-320)
Этот тест не является указанием на то, что вам следует выбрать конкретную конечную зернистость, а скорее иллюстрацией того, что абсорбция лучше. при более низкой крупе. Лучшая конечная зернистость будет соответствовать личному вкусу, поэтому рекомендуется сделать тестовую доску с вашим фактическим материалом и морилкой, которую вы планируете использовать. Кроме того, ознакомьтесь с рекомендациями производителя пятновыводителя, который вы планируете использовать.
Шлифование лака
Верх
Заключение
Как видите, выбор правильной зернистости и последовательности зернистости, хотя и является важным, может быть довольно сложной задачей. В этой статье мы рассмотрели основы зернистости, что это такое и общие системы маркировки, основы того, что делает каждая зернистость, и Золотое правило шлифования. Кроме того, мы обсудили несколько советов по шлифованию различных материалов и приложений, а также некоторые основные рекомендации по выбору конкретной последовательности. Как и в случае чего-либо столь же многовариантного, как шлифование, испытание и тестирование — единственный реальный способ определить лучшие практики для вашего приложения.
Если вы являетесь клиентом Uneeda и вам нужна помощь в оптимизации вашего процесса, свяжитесь с нами для получения поддержки от нашей технической команды.
Если вы только начинаете работать с Uneeda, свяжитесь с нашим отделом продаж, чтобы получить рекомендации по продуктам с учетом ваших потребностей.
Top
Наждачная бумага Руководство по покупке | Шлифование для начинающих
Рассматриваемые темы:
Мы часто используем обычные повседневные товары, такие как абразивы, не задумываясь о них. В то время как абразивы довольно просты по своей концепции и повсеместно используются, множество различных продуктов и определений различных атрибутов продукта могут усложнить понимание и выбор подходящих абразивов. Цель этого руководства — познакомить вас с миром абразивов и помочь выбрать лучший абразив для ваших нужд. При использовании надлежащего абразивного материала вы получите готовую деталь, которая соответствует ожиданиям или превосходит их.
Основы абразивов
Что такое абразивы?
Абразив представляет собой материал, используемый для финишной обработки (процесс полировки или придания поверхности гладкости) или придания формы заготовке посредством трения. Материалы, используемые в абразивах для создания трения, часто представляют собой минералы.
Абразивы используются во многих различных промышленных, потребительских и технологических целях. Абразивы можно использовать для резки, шлифовки, полировки, сверления, заточки, притирки, полировки, хонингования и шлифования, среди прочего. Широкий спектр применения породил множество различных типов абразивных изделий.
Абразивы VS. Наждачная бумага
Абразивы обычно ошибочно называют наждачной бумагой, но это неправильное название, поскольку ни песок, ни стекло больше не используются для производства абразивных изделий.
Как работают абразивы?
Как упоминалось ранее, абразивы или наждачная бумага используют трение для удаления материала и сглаживания заготовок. В то время как любые два твердых материала будут стирать друг друга при многократном трении друг о друга с течением времени, абразивные материалы работают хорошо и служат дольше, потому что они, как правило, тверже, чем обрабатываемый материал.
Абразивные зерна или зерна наждачной бумаги (также называемые зернистостью) имеют шероховатые края, и когда зерна вступают в контакт с материалом во время движения, они откалывают фрагменты заготовки. Есть много различных факторов, которые определяют, насколько эффективным будет абразив. К факторам относятся:
Как производится наждачная бумага?
Существует множество различных типов абразивов, и каждый тип абразива имеет свой производственный процесс. Абразивные зерна производятся путем нагревания или химической обработки минералов для получения твердых материалов, пригодных для истирания. После обработки минералы измельчаются и просеиваются по размеру. Чем мельче зерно, тем качественнее отделка. После измельчения зерна могут быть промыты в классификаторах для удаления шлама и пропущены через магнитные сепараторы для удаления железосодержащего материала.
Для абразивных кругов зерна затем прикрепляются к кругу с помощью одного из шести типов связки:
Для абразивных изделий с покрытием зерна прикрепляются к подложке с помощью смол, клея и/или лака. Абразивные изделия с покрытием сначала производятся в виде больших рулонов ткани или бумаги с абразивным покрытием. Затем рулоны превращаются в готовый продукт.
Какие существуют типы абразивов?
Для разных работ требуются разные типы абразивов. Наиболее распространенными абразивными изделиями являются шлифовальные ленты, шлифовальные диски, шлифовальные листы и шлифовальные валики.
Шлифовальные ленты отлично подходят для работ, требующих быстрого удаления большого количества материала. Шлифовальные ленты часто используются для удаления материала при изготовлении ножей, шлифовании деревянных полов, удалении краски с плоских поверхностей и заточке инструментов.
Шлифовальные диски прекрасно подходят для шлифования больших поверхностей, если у вас нет широколенточной шлифовальной машины. Они хороши для подготовки поверхностей, отделки дерева или удаления ржавчины с металла.
Шлифовальные листы требуют больше ручного труда и обычно используются только в случае крайней необходимости. Шлифовальные листы обеспечивают более легкое прикосновение при обработке и отделке дерева. Листы также могут достигать небольших поверхностей и щелей, недоступных электрическому оборудованию. Кузнецы часто переключаются на ручное шлифование после зернистости 220 (используя водостойкий шлифовальный лист из оксида алюминия), чтобы добиться большей точности в процессе отделки.
Шлифовальные валики можно разрезать на шлифовальные листы или наматывать на барабанные шлифовальные машины. Барабанные шлифовальные машины хороши для эффективной чистовой обработки материалов. Они часто используются на изделиях из дерева, но также могут использоваться для отделки пластмассовых и металлических изделий. Если вы заинтересованы в том, чтобы самостоятельно нарезать шлифовальные ленты из шлифовального валика, мы рассказали, как это сделать, в нашем блоге, посвященном нарезке собственных шлифовальных лент.
Стандартные шлифовальные инструменты
Для различных операций шлифования требуются разные инструменты. Инструменты, которые вы используете, в конечном итоге определят, какой тип абразива вам нужно купить. Мы включили описания обычных шлифовальных машин и типов абразивов, которые они используют ниже.
Выбор абразива, подходящего для ваших нужд
Существует множество различных вариантов абразивных изделий, помимо одного типа абразива. Абразивы изготавливаются с различными зернистыми материалами, основами, типами покрытия, весом и зернистостью.
Абразивные материалы
Характеристики | Карбид кремния | Оксид алюминия | Цирконий | Керамика |
Рыхлость | Сильно рыхлый | Сильно рыхлый | Умеренно рыхлый | Наименее рыхлый материал |
Прочность | Умеренно сильный | Самый слабый материал | Умеренно сильный | Самый прочный материал |
Цена | Умеренно дорого | Самый дешевый вариант материала | Умеренно дорого | Премиум цена |
Срок службы | Умеренная долговечность | Наименьшая долговечность | Умеренная долговечность | Самый долгоживущий |
Оксид алюминия (A/O)
Один из самых популярных абразивных материалов, оксид алюминия является отраслевым стандартом для обычных применений и является самым дешевым вариантом на рынке. Низкая цена имеет свою цену, поскольку оксид алюминия часто имеет наименьшую долговечность. Оксид алюминия с открытым покрытием отлично подходит для строгания, зачистки, черновой и чистовой обработки всех типов древесины. Оксид алюминия с закрытым покрытием отлично подходит для зачистки, удаления сварных швов и шлифовки металлов. Высококачественный оксид алюминия очень рыхлый, что означает, что кончики абразивных зерен фрагментируются по мере износа, постоянно обеспечивая острые режущие поверхности и увеличивая срок службы. Абразивные материалы на основе оксида алюминия легко адаптируются к конкретным применениям.
Карбид кремния (S/C)
Карбид кремния — это специальный абразив, который хорошо подходит для определенных областей применения. Он обычно используется для отделочных работ, поскольку обеспечивает чрезвычайно стабильную и равномерную резку. Он тверже и острее, чем оксид алюминия, поэтому скорость резки остается неизменной на протяжении всего срока службы ремня. Карбид кремния дороже, чем оксид алюминия, но абразивы на основе карбида кремния обеспечивают уровень консистенции, который не могут обеспечить абразивы на основе оксида алюминия, что компенсирует более высокую стоимость.
Способность удалять материал без чрезмерного накопления тепла делает его идеальным для отделки стабилизированной древесины, смол, эпоксидных смол и других материалов, чувствительных к нагреву. Карбид кремния также отлично подходит для подготовки автомобильной краски. Другие области применения включают мрамор, гранат, стекло и другие твердые поверхности. Обычно он черного цвета и подходит для приложений, требующих водонепроницаемых материалов.
Керамика
Керамика считается абразивным зерном премиум-класса, так как она чрезвычайно твердая и острая. Керамические абразивы имеют более высокую цену, но также имеют самый длительный срок службы по сравнению с любым другим типом абразивного материала. Более высокая стоимость может быть оправдана, поскольку она может сэкономить вам деньги в долгосрочной перспективе.
Керамические абразивы идеально подходят для агрессивной резки металлов и твердой древесины. Материал работает лучше всего, когда применяется высокая скорость и высокое давление. Он настолько агрессивен, что при работе с деревом необходимо соблюдать осторожность, чтобы не поджечь рабочий материал. Керамика хрупкая, постоянно обеспечивает острую режущую поверхность, увеличивая и без того впечатляющий срок службы продукта.
Керамика обычно доступна с зернистостью от 24 до 120, при этом большинство производителей предлагают максимальную зернистость 220. Red Label — один из немногих производителей, предлагающих керамические абразивы с зернистостью до 400, однако наши керамические абразивы с зернистостью 180, 240, 320 и 400 доступны только с основой весом J. Хотя мы всегда рекомендуем использовать керамику для стали, оружейники, которым нужны ленты с жесткой подложкой зернистостью более 120, должны использовать оксид алюминия с закрытым покрытием.
Для достижения наилучших результатов используйте грузовые ремни J только с вращающейся плитой или при ненагруженном шлифовании. Основа грузового пояса J тоньше, чем ленточный шов, поэтому, если он используется против плоской плиты, шов может ударяться при каждом вращении. Утолщение шва может оставить нежелательные следы на лезвии. Вы можете использовать вращающуюся пластину, чтобы избежать этой проблемы, но при ее отсутствии используйте оксид алюминия с закрытым покрытием и подложкой с грузом X. Некоторым производителям ножей удалось поместить ленту для кондиционирования поверхности под грузовую ленту J, чтобы поглощать удары о плоскую плиту. Этот метод лучше всего работает на шлифовальных машинах размером более 1 x 30 из-за ограничений защиты.
Цирконий или оксид алюминия Цирконий (A/Z)
Цирконий был самым агрессивным и прочным абразивным зерном, пока не появилась керамика. Это по-прежнему отличный выбор для шлифовки/полировки тяжелых металлов и удаления материала с твердой древесины. Шлифовальные ленты из диоксида циркония менее дороги, чем керамические, и обычно их зернистость не превышает 220. Цирконий является средним абразивом между оксидом алюминия и керамикой с точки зрения цены и долговечности.
Абразивная основа
Бумага
Абразивы на бумажной основе обычно включают ленты, диски и рулоны из оксида алюминия и карбида кремния. Бумажная подложка имеет некоторые преимущества, такие как легкий вес и более низкая стоимость по сравнению с тканевой подложкой. Он также обеспечивает равномерную резку для деликатных процессов и более мелкого зерна. Однако сама по себе бумага не обеспечивает такой прочной прочности, как ткань или синтетическая основа. Бумажная подложка может быть пропитана таким материалом, как латекс, для создания сверхгибкого и прочного продукта, который обеспечивает равномерный рисунок царапин. Некоторым промышленным и профессиональным пользователям требуются ленты шириной с бумагу для конкретных операций по обработке дерева, камня, гранита, пластика и металла.
Ткань (хлопок, полиэстер, смесь полиэстера и хлопка)
Ткань является популярной подложкой из-за ее экономичности и прочности. Абразивные изделия премиум-класса обычно имеют тканевую или другую синтетическую основу. Полиэстер — это водонепроницаемая синтетическая основа, обеспечивающая превосходную прочность и долговечность. Большинство ремней стандартного размера имеют тканевую основу.
Пластик/пленка
Основа из пластиковой пленки отлично подходит, когда пользователям требуется очень однородная отделка. Он популярен при мокром шлифовании благодаря своим водонепроницаемым свойствам, прочности и гибкости.
Пена и губка
Основы из пены и губки лучше всего подходят для ручного шлифования молдингов и шпона. Эти материалы образуют подходящие контуры и являются отличным выбором, когда требуется гибкость.
ЗЕРНИСТОСТЬ НАЗЕМНОЙ БУМАГИ: ЧТО ОЗНАЧАЕТ НОМЕР ЗЕРНИСТОСТИ
В Соединенных Штатах размер зернистости наждачной бумаги определяется Институтом производителей абразивных материалов с покрытием (CAMI). Абразивы, купленные в местных хозяйственных магазинах и на лесопилках, обычно измеряются по шкале CAMI. Тем не менее, Red Label Abrasives является мировым производителем абразивов и полагается на шкалу, предоставленную Федерацией европейских производителей абразивов (FEPA). Шкала FEPA превосходит CAMI из-за строгой системы допусков, которой производители должны придерживаться, чтобы получить рейтинг зернистости. Шкала FEPA обеспечивает однородность абразивов, что повышает качество готовой продукции.
По шкале FEPA перед номером зернистости ставится буква «P». Зернистость варьируется от Р8 до Р1200 и выше. Чем меньше число, тем грубее зернистость. Вы можете просмотреть разбивку диапазонов зернистости в таблице ниже.
Категория | Диапазон зернистости | Использование |
Грубая наждачная бумага | Р8 — Р80 | |
Средняя наждачная бумага | Р100 — Р220 | |
Мелкая наждачная бумага | Р240 + |
Сверхгрубая наждачная бумага в диапазоне от P8 до P36 очень жесткая. Сверхгрубую наждачную бумагу следует использовать только для самых сложных работ, чтобы не удалить слишком много материала и не повредить заготовку.
ТИПЫ ПОКРЫТИЙ НАЦИОНАЛЬНОЙ БУМАГОЙ
Покрытие относится к количеству абразивного зерна, нанесенного на материал основы. Как правило, закрытые слои обеспечивают ровную отделку твердых материалов, а открытые слои обеспечивают лучшую отделку древесины. Вы можете найти подробную информацию о различиях между покрытиями в нашем блоге, посвященном абразивам с закрытым и открытым покрытием.
ЗАКРЫТОЕ ПОКРЫТИЕ НАждачной бумагой
Зерна наносятся равномерно, без пустот в слое. Это обеспечивает более длительный срок службы и более красивую отделку. Обычно используется в недеревообрабатывающих операциях.
ОТКРЫТАЯ НАЗЕМНАЯ БУМАГА
Только часть основы покрыта абразивным зерном. Этот тип покрытия снижает нагрузку на более крупные зерна. Основа покрыта на 50%-70%, что дает больше места для удаления материала из зерна.
ПОЛУОТКРЫТАЯ ИЛИ ПОЛУЗАКРЫТАЯ НАждачная бумага
Полуоткрытое или полузакрытое покрытие находится между закрытым и открытым покрытием. Эти абразивы имеют в среднем около 30% уменьшения зернистости.
ВЕС ПОДКЛАДКИ НА НАЛИЧНОЙ БУМАГЕ
Изделия с абразивным покрытием классифицируются по «весу» (wgt) используемого материала подложки. Эта алфавитная система указывает на жесткость и толщину основы. Ниже приведен список часто используемых весов наждачной бумаги.
БУМАГА – A (САМАЯ ЛЕГКАЯ) – F (САМАЯ ТЯЖЕЛАЯ)
Массы A и B обычно используются в низкосортных материалах и/или более тонкой зернистости. Как правило, они используются для ручной шлифовки. C & D wgt являются наиболее популярными продуктами наждачной бумаги общего назначения. E & F wgt чаще всего используются для ремней и дисков.
ТКАНЬ – J (САМАЯ ЛЕГКАЯ), X, Y, YY (САМАЯ ТЯЖЕЛАЯ)
В большинстве случаев хорошее соотношение веса, гибкости и плоскостности имеет решающее значение для производительности наждачной бумаги. Материал Jwgt самый легкий и гибкий. Это популярно при отделке легких металлов и работе с рукоятками ножей. X wgt имеет самый широкий спектр применения. Y wgt обычно используется для тяжелых условий эксплуатации. Тканевые материалы более жесткие и используются в большинстве случаев ленточной шлифовки из-за их повышенной прочности. Бумажная подложка используется, когда необходима однородная консистенция. Материалы на бумажной основе используются при ручном шлифовании, например, при полировке и чистовой отделке древесины.
Другие веса (S,T,M) используются редко, только для определенных приложений и продуктов.
Как выбрать наилучший абразив для ваших нужд
В конечном счете, не существует универсального решения для абразивов. Лучший абразив для вас будет зависеть от материалов, с которыми вы работаете, и результата, которого вы пытаетесь достичь с вашими материалами. Ниже мы разбили потребности в абразивах для нескольких популярных областей применения.
Мы знаем, что не охватили все возможные существующие абразивные области применения. Если у вас возникли проблемы с поиском решения для вашей области применения, вы можете поговорить с одним из наших технических специалистов по абразивным материалам, чтобы получить лучший продукт для ваших нужд. Вы можете позвонить нам по телефону (844) 824-1956 или заполните контактную форму, чтобы поговорить с техническим специалистом.
НАЛИЧНАЯ БУМАГА ДЛЯ ДЕРЕВООБРАБОТКИ
Для большинства работ по дереву обычно достаточно оксида алюминия с открытым покрытием. Оксид алюминия доступен по цене и эффективен при работе с деревом. Абразивы с открытым покрытием лучше всего работают с более мягкими породами дерева, такими как кедр и сосна. Если вы работаете с более твердой древесиной, такой как африканское черное дерево, кокоболо, дуб или гикори, лучшим выбором будет оксид алюминия с закрытым покрытием. Вы можете просмотреть продукцию деревообработки ниже:
НАЛИЧНАЯ БУМАГА ДЛЯ ИЗГОТОВЛЕНИЯ НОЖЕЙ
Создание ножа требует работы с комбинацией материалов, так как рукоять или чешуя часто изготавливаются из другого материала, чем лезвие. В то время как мы склонны рекомендовать абразивы на основе оксида алюминия с открытым покрытием для дерева, древесина, используемая для ручек или шкал, обычно представляет собой либо экзотическую древесину, которая является естественно твердой, либо древесину, которая стабилизировалась, чтобы стать более твердой. Поэтому для изготовления ножей следует использовать оксид алюминия с закрытым покрытием, диоксид циркония или керамические абразивы.
Абразивы из оксида алюминия дешевле, но они не будут служить так долго или работать так же хорошо, как абразивы из керамики или диоксида циркония. Мы настоятельно рекомендуем использовать керамические абразивы, чтобы получить наилучшее соотношение цены и качества. Мы также продаем наборы для изготовления ножей, так что вы можете купить различные типы ремней в соответствии с вашими потребностями.
Более крупные зерна (P36 — P150) хороши для легкой шлифовки материала заготовки. Вы можете использовать крупнозернистые абразивы для придания формы лезвию и чешуе. Мелкая зернистость (P180 — P800) может использоваться для хонингования или заточки лезвий. Ультратонкая зернистость (P1000 — P5000) может обеспечить заключительный раунд заточки и чистовой обработки для сверхгладкой поверхности.
Вы можете просмотреть нашу продукцию для изготовления ножей ниже:
НАждачная бумага для металлообработки
Существует два типа абразивов, которые мы обычно рекомендуем для металлообработки. Эти два типа будут закрытым покрытием из оксида алюминия и керамики. Вы также можете использовать абразивы из диоксида циркония в качестве альтернативы средней линии. Абразивы из диоксида циркония прочнее, чем оксид алюминия, и дешевле, чем керамика, но вы действительно получите максимальную отдачу от затраченных средств, используя керамические абразивы. Вы можете ознакомиться с нашей металлообрабатывающей продукцией ниже:
Если вы занимаетесь кузовным ремонтом, у нас есть подробное руководство по абразивам для кузовного ремонта, которое вы можете использовать для справки. В руководстве рассказывается, как выбрать зернистость, какой абразивный материал рекомендуется и многое другое.
Передовые методы хранения и использования абразивов
Мы расскажем о лучших методах хранения и использования в нашем блоге о том, как хранить абразивы для достижения наилучших результатов. Тем не менее, рекомендуемые правила хранения и использования могут быть кратко изложены.
Чтобы продлить срок службы абразивов и обеспечить наилучшие эксплуатационные характеристики, абразивы следует хранить вдали от земли и в месте с умеренной температурой (60°F-80°F) и низкой влажностью.