Содержание
Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Какими электродами лучше варить инвертором?
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
-
• Электроды для сварки углеродистых и низколегированных сталей. -
• Электроды для сварки серого, высокопрочного и ковкого чугуна. -
• Электроды для наплавки. -
• Электроды для сварки высоколегированных сталей.
-
• Электроды для сварки и наплавки цветных металлов и сплавов.

Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
-
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3. -
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
-
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно: -
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой. -
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности. -
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки. -
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку. Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
-
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.

 Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
-
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные. -
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ. -
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
-
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
11 Лучших сварочных электродов — Рейтинг 2023
Состав
Предварительно необходимо сверить состав электрода со свариваемым металлом. Различают углеродистые, легированные, нержавеющие, жаростойкие стали, а также алюминий и чугун. Каждая модель применяется для определенного вида металла. Кроме этого производятся универсальные электроды. У них широкая область применения.
Различают углеродистые, легированные, нержавеющие, жаростойкие стали, а также алюминий и чугун. Каждая модель применяется для определенного вида металла. Кроме этого производятся универсальные электроды. У них широкая область применения.
Слой обмазки
Слой обмазки бывает основной, рутиловый, кислый и целлюлозный. Каждый применяется для решения своих задач. Например, электроды с основными и целлюлозными покрытиями используют при сварке с постоянным током. Они обеспечивают максимальное качество сварного соединения. Идеально подходят для ответственных конструкций.
Рутиловые подойдут для работы при постоянном или переменном токе. Они легко поджигаются. Плюс ко всему минимально разбрызгивают металл. Подойдут для аппаратов с низким напряжением холостого хода (U0=64V).
Если использовать электроды с кислым покрытием, то можно добиться легкого отделения шлака. Не рекомендуется их использовать в закрытом пространстве. То есть для бытовых нужд не подходят (вредны для здоровья сварщика).
Не рекомендуется их использовать в закрытом пространстве. То есть для бытовых нужд не подходят (вредны для здоровья сварщика).
Чаще всего используют электроды с основным покрытием УОНИ 13/55 и рутиловым покрытием МР-3. Идеально подходят для новичков. Для сварки нержавеющей стали используют рутиловые ОК 63.34.
Режим сварки
Очень часто на упаковках электродов указывают маркировку рекомендуемого режима сварки (полярность электрического тока). Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Прямая полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки.
Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Обратная полярность обеспечивает более глубокое проплавление.
Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений.
Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности (AD/DC).
Диаметр электродов подбирается в соответствии с толщиной металла заготовок.
Расход электродов для наплавки 1 кг металла.
Необходимый рабочий ток. Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Рекомендуется сварочный ток – 20-30 А на 1 мм диаметра электрода для сварки.
Упаковка
Упаковка должна быть сухой и целостной. Обязательно проверяйте срок годности на упаковке. Прежде чем приступить к сварке, необходимо обращать внимание на следующие нюансы:
-
На электродах не должно быть механических повреждений. В противном случае добиться идеальной стабильной дуги не получится; -
Электроды должны быть сухими. То есть при неправильном хранении электроды могут отсыреть. Процесс сварки с их помощью не получится. В бытовых условиях можно просушить электроды в духовке.
 В противном случае добиться идеальной стабильной дуги не получится;
В противном случае добиться идеальной стабильной дуги не получится;
Согласно отзывам покупателей и оценок профессиональных сварщиков, для экономии вашего время и денег, мы предлагаем рейтинг лучших электродов для сварки. Поможет получить исчерпаемый ответ на вопрос, какие электроды вам подойдут.
Лучший электрод для начинающих дуговых сварщиков — Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Лучший электрод для начинающих дуговых сварщиков
Для сварщиков, относительно плохо знакомых со сваркой, может быть трудно понять, какой электрод использовать, когда существует так много вариантов. В то время как многие инструкторы по сварке рекомендуют своим ученикам практиковаться с электродом E6010, электрод E6013 редко упоминается, но очень прост в использовании.
Относительно неопытные сварщики могут создавать отличные сварные швы с помощью электрода E6013. Кроме того, есть еще несколько причин использовать этот стержень:
- Он прекрасно работает с машинами переменного и постоянного тока.
- Работает в любом положении (в т.ч. над головой).
- Имеет гладкий внешний вид сварного шва.
- Хорошо работает с тонкими и толстыми металлами.
Как и в случае со всеми электродами и сварочными процессами, для правильного выполнения работы требуется несколько основных компонентов:
- Правильная подготовка швов
- Установка машины, соответствующая проекту
- Основные методы сварки
Подготовка шва для E6013
С этим электродом шов должен быть чистым, хотя небольшая ржавчина не является проблемой. По крайней мере, очистите соединение проволочным кругом или шлифовальной машиной и убедитесь, что на сварном шве нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
В случае ремонта трещины полностью зашлифовать. В противном случае трещина вернется и снова начнет распространяться. Только помните, чем чище стык, тем легче будет сварка.
Настройка аппарата для E6013
Настройка сварочного аппарата является наиболее важной частью сварочного процесса. Потратив время на правильную настройку машины, вы облегчите сварку и в то же время получите красивый сварной шов.
Настройки сварочного аппарата для E6013 различаются в зависимости от размера электрода и толщины металла. На коробках с электродами указан рекомендуемый диапазон силы тока. Это всего лишь рекомендации, потому что каждый сварочный аппарат работает по-разному.
Чтобы настроить сварочный аппарат, ознакомьтесь с тем, что производители электродов рекомендуют в качестве диапазона силы тока, или обратитесь за рекомендацией в магазин сварочных принадлежностей. Установите сварочный аппарат на середину этого диапазона силы тока.
После установки потренируйтесь и отрегулируйте силу тока, пока валик не станет гладким и не войдет в металл. Электрод должен быть достаточно горячим, чтобы не прилипал, и достаточно остыть, чтобы не стал вишнево-красным. В качестве быстрого теста сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Электрод должен быть достаточно горячим, чтобы не прилипал, и достаточно остыть, чтобы не стал вишнево-красным. В качестве быстрого теста сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Техника сварки электродом E6013
Перед началом работы установите металл в удобное положение и используйте две руки. Это верно; две руки более стабильны, чем одна. С этим электродом обычно используются методы взбивания или круговые движения. Эти методы не только помогают производить более качественный сварной шов, но и помогают контролировать скорость перемещения.
Перетащите электрод под углом от 10 до 30 градусов в направлении движения. Если есть какие-либо проблемы со сваркой, рассмотрите возможность использования электрода меньшего диаметра, который облегчит сварку.
Для большинства применений электрод E6013 является хорошим универсальным выбором. Его можно использовать для сварки листового металла, тяжелых листов и всего, что между ними. Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно фирменных производителей. В конце концов, возможности использования этого электрода безграничны, и самое приятное то, насколько он прост в использовании!
Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно фирменных производителей. В конце концов, возможности использования этого электрода безграничны, и самое приятное то, насколько он прост в использовании!
6010, 6011, 6013, 7018 и 7024
Выбор правильного сварочного электрода, часто называемого стержнем или стержнем, является сложной частью дуговой сварки. Использование неподходящего электрода может привести к плохому сварному шву и потенциальному браку детали.
Неопытные сварщики часто совершают эту ошибку и страдают от последствий. Они сбиты с толку многочисленными сварочными прутьями и множеством переменных, которые необходимо учитывать.
Однако эту ошибку можно преодолеть, если научиться обращаться со сварочной проволокой. В этой статье мы рассмотрим эту важную тему и познакомим вас с наиболее распространенными удилищами, их классификациями, различиями и тем, как правильно выбрать удилище для вашей работы.
Что означает классификация сварки электродами
Сварщику доступен широкий выбор стержней, но, как правило, стержневой электрод имеет металлический сердечник с покрытием. Однако они различаются типом основного металла и типами покрытия/флюса и предназначены для обеспечения различной прочности и производительности в различных положениях сварки.
Для облегчения классификации электродов Американское общество сварщиков (AWS) разработало популярный код «Е». Возможно, вы заметили, что он отпечатан на ваших удилищах.
Каждый буквенно-цифровой символ в этом коде содержит определенную информацию об электроде. Краткое изложение выглядит следующим образом:
- E – расшифровывается как «Электрод».
- Первые две цифры представляют собой минимальную прочность на растяжение полученного сварного шва (в тысячах фунтов на квадратный дюйм). Например, электрод E6010 обеспечивает сварку с прочностью не менее 60 000 фунтов на квадратный дюйм.
- Третья цифра – указывает положения, в которых можно использовать штангу, причем 1 – для всех положений, 2 – только для плоских и горизонтальных поверхностей и 3 – только для плоских положений.
- Четвертая (и третья) цифра — указывает такую информацию, как полярность сварки, источник питания (переменный/постоянный ток) и состав флюса.

Если вам интересно узнать больше об этом коде, прочитайте нашу статью о сварочных электродах.
Типы сварочных электродов
Упомянутый выше код широко используется для электродов. Однако вы можете часто сталкиваться с другими терминами, используемыми для классификации сварочных электродов. Некоторые из этих терминов описаны ниже:
- Электрод быстрой заморозки: Эти электроды быстро затвердевают после попадания в сварочную ванну. Из-за этого их предпочитают в работах, где низкая скорость застывания может снизить качество сварного шва. Например, при потолочной сварке, когда существует риск падения расплавленного металла до затвердевания под действием силы тяжести.
- Электрод Fast-Fill: Эти электроды очень быстро плавятся. Это позволяет сварочной ванне практически мгновенно заполнять канавку, позволяя сварщику использовать более высокие скорости перемещения. Они также производят широкий, неглубокий шов.
- Электрод заполнения-замораживания: Эти стержни представляют собой комбинацию обоих вышеуказанных электродов. Электрод заполняет канавку и довольно быстро застывает, но определенно не так быстро, как два предыдущих. Сустав средней глубины и ширины.
 Например, при потолочной сварке, когда существует риск падения расплавленного металла до затвердевания под действием силы тяжести.
Например, при потолочной сварке, когда существует риск падения расплавленного металла до затвердевания под действием силы тяжести.Теперь давайте перейдем к электродам, с которыми вы часто сталкиваетесь.
E6010 Сварочный электрод
E6010 — один из наиболее распространенных электродов, используемых в промышленности. Это всепозиционное удилище только для постоянного тока. Он хорошо известен своим глубоким проплавлением, поэтому широко используется для корневых швов.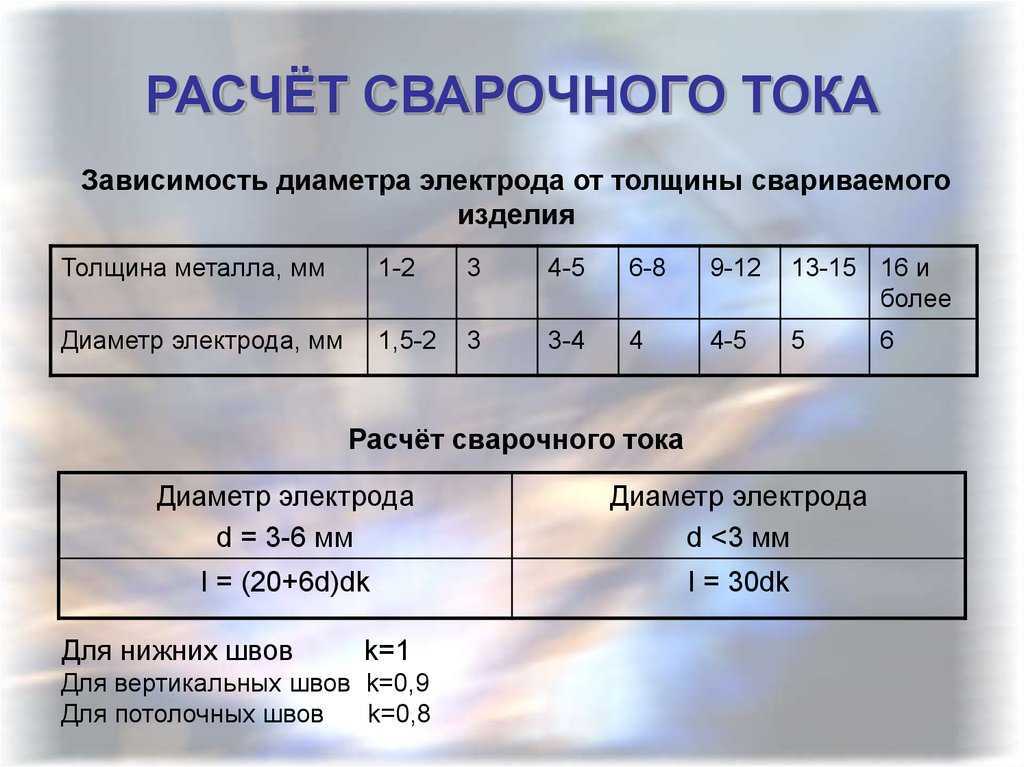
Благодаря глубокому проникновению и быстрому высвобождению целлюлозного флюса он идеально подходит для сварки печных труб. Более того, на его работу не влияют ржавые, грязные или оцинкованные поверхности.
Буртик E6010 гладкий и плоский. Шлак легкий и похожий на бумагу, и его довольно сложно удалить. Однако вы можете увидеть брызги, а дугу постоянного тока трудно контролировать. Для контроля температуры сварочной ванны часто предлагается метод «взмах и пауза».
E6011 Сварочный электрод
Электрод E6011 можно использовать во всех положениях. Он имеет покрытие из целлюлозного флюса, слегка богатого калием. Калий помогает стабилизировать дугу, что позволяет использовать ее как с источниками питания постоянного, так и переменного тока.
Из-за возможности работы на переменном токе E6011 часто используется в домашних сварочных установках. Он также используется в качестве альтернативы E6010.
Создает швы с глубоким проваром. Кроме того, дуга может проникать сквозь поверхностные загрязнения, такие как грязь, краска и оцинкованные металлы.
E6011 также является предпочтительным выбором для учащихся, поскольку его дуга переменного тока менее интенсивна и им легче управлять неустойчивой рукой.
E6012 Сварочный электрод
E6012 — это универсальный стержень, который работает как с источниками питания переменного, так и постоянного тока. Он производит дугу среднего качества с приличным наплавлением и проплавлением.
Покрытие из рутилового флюса делает электрод заполняющим и замораживающим. Полученный наполнитель быстро застывает и растекается. По этой причине он хорошо работает в приложениях, требующих баланса между проникновением в швы и заполнением.
Дуга очень стабильна и проста в управлении. Сварщики любят его из-за гладкого шва и малого количества брызг.
Поскольку он поддерживает низкое напряжение и быстро зависает, он также регулярно используется в высокоскоростных приложениях с большими токами.
E6013 Сварочный электрод
Этот стержень подходит для источников питания переменного и постоянного тока и может использоваться в любом положении. Он покрыт рутиловым флюсом, состоящим из диоксида титана («титания») и калия. Как и E6012, это также флюс заполнения-замораживания.
Это удилище подходит для работ средней интенсивности. Он имеет мягкую дугу с неглубоким проникновением, которая проходит очень плавно. Он также производит минимальное количество брызг и легко удаляемый шлак.
Его применение несколько ограничено, так как дуга не такая мощная. Из-за своих эксплуатационных характеристик он применим только для использования на чистом листовом металле.
E7018 Сварочный электрод
E7018 — всепозиционный электрод с низким содержанием водорода. Он подходит для обоих источников переменного/постоянного тока, но в основном используется с входом постоянного тока.
Работает очень тихо и плавно, с небольшим количеством брызг. Это стержень для заполнения и замораживания с проникновением от мелкого до умеренного и средним заполнением. Дуга стабильна и легко контролируется.
Присущее низкое содержание водорода предотвращает холодный крекинг (также известный как водородный крекинг). Благодаря этому он идеально подходит для таких металлов, как конструкционные и высокоуглеродистые стали.
Благодаря этому он идеально подходит для таких металлов, как конструкционные и высокоуглеродистые стали.
Следует отметить, что флюс образует тяжелый шлак, который прилипает к металлу. Поэтому требуется некоторое усилие, чтобы удалить его из сустава полностью.
Рекомендуется хранить стержни E7018 в сухом месте и запекать их перед использованием, чтобы обеспечить желаемый низкий уровень содержания водорода.
E7024 Сварочный электрод
E7024 — уникальный электрод в нашем списке. Это электрод переменного/постоянного тока, который можно использовать только в плоском и горизонтальном положении. Примечательно, что его низкий поток водорода содержит до 50% содержания железного порошка.
Высокое содержание железа обеспечивает высокую скорость наплавки и широкий выпуклый шов. По этой причине он используется для пластин толщиной не менее ¼ дюйма, таких как конструкции кораблей, мостов, конструкционная сталь для зданий. Также полученное соединение обладает высокой прочностью (даже при низких температурах) и совместимо с высокоуглеродистыми сталями.
Образующийся при этом шлак тяжелый, и его необходимо тщательно удалять из всех карманов и поверхностей. Поскольку это стержень с низким содержанием водорода, его также следует хранить в защищенном от влаги месте, как E7018.
Мы понимаем, что поначалу всей этой информации может быть слишком много, чтобы ее усвоить, но вам не составит труда ее вспомнить, как только вы приобретете некоторый опыт. Итак, на данный момент мы обобщили основные моменты в таблице выше для предстоящего обсуждения.
Краткие ответы на часто задаваемые вопросы
Может быть сложно выбрать правильный джойстик для вашей работы с таким количеством вариантов. Это решение легко, когда вы знаете ключевые различия между электродами. Итак, мы напрямую сравнили некоторые распространенные электроды.
Электроды 6010 и 6011
Электроды 6010 и 611 похожи и часто взаимозаменяемы.
Их состав флюса отличается, что дает E6011 дополнительные возможности для использования с переменным током. Из-за этого дуга E6011 также немного менее интенсивна и ее легче контролировать при использовании с источником питания переменного тока.
Из-за этого дуга E6011 также немного менее интенсивна и ее легче контролировать при использовании с источником питания переменного тока.
| Электроды | 6010 | 6011 | |||||
|---|---|---|---|---|---|---|---|
| Флюсовое покрытие | Натрий с высоким содержанием целлюлозы | Калий с высоким содержанием целлюлозы | |||||
| Прочность на растяжение | 60 000 фунтов на кв. дюйм | 60 000 фунтов на кв. Позиция сварки | Все позиции | Все позиции | |||
| Сварочный ток | DC | AC/DC | |||||
| Характеристики дуги | Плотная, неравномерная | Тугая, неустойчивая | |||||
| Проходка | Глубокая | Глубокая | |||||
| Заполнение | Узкая | 9 УзкаяТип шлака | Легкий, хлопьевидный | Легкий, хлопьевидный | |||
| Специальный Области применения | Корневой шов, грязные/масленные/окрашенные поверхности, сварка печных труб | Корневой шов, грязные/масленные/окрашенные поверхности, общепромышленные |
6010 Вс.
 Электроды 7018
Электроды 7018
Электроды 6010 и 7018 отличаются прочностью соединения, флюсовым покрытием и областью применения.
E7018 обеспечивает более прочное соединение и совместим с высокоуглеродистыми сталями благодаря низкому содержанию водорода. Его шлак толще и его труднее удалить, чем E6010. Оба стержня широко используются в промышленности для своих конкретных целей.
| Электроды | 6010 | 7018 | |
|---|---|---|---|
| Флюсовое покрытие | Высокое содержание целлюлозы Натрий | Железный порошок 25% Низкое содержание водорода | |
| Прочность на растяжение | 60 0000 psi | 6 | |
| Позиция сварки | Все позиции | Все позиции | |
| Сварочный ток | Постоянный ток | Переменный/постоянный ток (обычно постоянный) | |
| Характеристики дуги | Плотная, неравномерная | Гладкая | |
| Проникающая | Глубокая | От мелкой до средней | |
| 5 | 5 96 | От среднего до широкого | |
| Шлаковый тип | Легкий, хлопьевидный | Толстый | |
| Специальное применение | Корневой шов, грязные/маслосодержащие/окрашенные поверхности, сварка печных труб | Высокоуглеродистая сталь, низколегированные/высокопрочные соединения |
Электроды 6011 и 6013
Электроды E6011 и E6013 сопоставимы по прочности на растяжение, положениям сварки и типам тока.
E6011 представляет собой более прочный промышленный стержень, который лучше подходит для глубоких соединений. E6013 имеет деликатную дугу, которая лучше подходит для чистых сварных швов листового металла. Кроме того, E6011 требует твердой, умелой руки для получения хороших результатов.
| Электроды | 6011 | 6013 |
|---|---|---|
| Флюсовое покрытие | Калий с высоким содержанием целлюлозы | Калий с высоким содержанием титана |
| Прочность на растяжение | 6 60,0000 psi 00 psi | |
| Положение сварки | Все положения | Все положения |
| Сварочный ток | AC/DC | AC/DC |
| Характеристики дуги | Плотная, неравномерная | Гладкая |
| Проникающая | Глубокая | От мелкой до средней |
| Заполняющая | ||
| Тип шлака | Легкий, хлопьевидный | Легкий, легко наносимый Удаление |
| Специальное применение | Корневой шов, грязные/маслосодержащие/окрашенные поверхности, общепромышленные | Листовой металл |
Электроды 6011 и 7018
Электроды 6011 и 7018 имеют мало общего. Электрод E7018 обеспечивает более прочные соединения и может работать с высокоуглеродистыми сплавами, в отличие от электрода E6011. E7018 представляет собой стержень для заполнения и замораживания, поэтому он имеет среднее проникновение и заполнение. Быстрая заморозка E6011 известна только своим глубоким проникновением.
Электрод E7018 обеспечивает более прочные соединения и может работать с высокоуглеродистыми сплавами, в отличие от электрода E6011. E7018 представляет собой стержень для заполнения и замораживания, поэтому он имеет среднее проникновение и заполнение. Быстрая заморозка E6011 известна только своим глубоким проникновением.
| Электроды | 6011 | 7018 | ||
|---|---|---|---|---|
| Флюсовое покрытие Целлюлоза | Высокое содержание калия0196 | Железный порошок 25 % с низким содержанием водорода | ||
| Прочность на растяжение | 60 000 фунтов на кв. дюйм | 70 000 фунтов на кв. | Все позиции | Все позиции |
| Сварочный ток | Переменный ток /DC | AC/DC (обычно DC) | ||
| Характеристики дуги | Плотная, неравномерная | Гладкая | ||
| Пенетрация | Глубокая | От мелкой до средней | ||
| Заполнение | Узкая | От средней до широкой | 0075 | Легкие, слоеные | Толстые |
| Специальные приложения | Корневой шов, грязные/промасленные/окрашенные поверхности, общепромышленные | Высокоуглеродистые стали, низколегированные/высокопрочные соединения |
Электроды 6013 и 7018
Электроды 6013 и 7018 имеют разные качества.
E6013 имеет рутиловый флюс, а E7018 представляет собой стержень с низким содержанием водорода. E6013 используется почти исключительно для тонких листов, в то время как E7018 может обрабатывать более толстые заготовки, более широкий спектр материалов и обладает большей прочностью.
| Электроды | 6013 | 7018 |
|---|---|---|
| Флюсовое покрытие 919tium High | 25% железный порошок с низким содержанием водорода | |
| Прочность на растяжение | 60 000 фунтов/кв. дюйм | 70 000 фунтов/кв. 0197 Все позиции |
| Сварочный ток | AC/DC | AC/DC (обычно DC) |
| Характеристики дуги | Гладкая | Гладкая |
| Проникновение | От мелкой до средней0196 | От мелких до средних |
| Заполнение | От средних | От средних до широких |
| Тип шлака Легкий для удаления 1 60 6 0197 Толстый | | |
| Специальное применение | Листовой металл | Высокоуглеродистая сталь, низколегированные/высокопрочные соединения |
Выбор правильного электрода
Вы можете следовать нашему пошаговому руководству ниже, чтобы выбрать электрод, который подходит для вашего применения. Обычно процесс отбора проходит так:
Обычно процесс отбора проходит так:
- Прочность : Проверьте требуемую прочность соединения. Например, если вам нужно давление 65 000 фунтов на квадратный дюйм, вы немедленно отказываетесь от шатунов E60XX и ищете подходящие E70XX.
- Позиция : Ваш список вариантов еще больше уменьшится, если вы отфильтруете электроды, подходящие только для вашей сварочной позиции.
- Блок питания : Никогда не используйте стержень, который не может работать от вашего блока питания!
- Соединение типа : Учитывайте такие факторы, как проникновение, доступ к стыку для удаления шлака, толщина плиты/листа и чистота поверхности.
- Материал : Вам понадобится стержень с низким содержанием водорода (E7018, E7024), если ваш основной металл подвержен риску водородного растрескивания.
Это всего лишь руководство по выбору образцов. Каждое приложение уникально, и вы должны тщательно изучить его, прежде чем доработать удилище.