Содержание
пошаговый инструктаж и разбор нюансов
Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Содержание статьи:
- Особенности процесса пайки меди
- Необходимые инструменты и материалы
- Подробная инструкция по пайке медных труб
- Шаг #1 — нарезка деталей
- Шаг #2 — зачистка и расширение срезов
- Шаг #3 — нанесение флюса
- Шаг #4 — соединение деталей
- Шаг #5 — пайка по капиллярной технологии
- Шаг #6 — обработка швов
- Рекомендации опытных мастеров
- Выводы и полезное видео по теме
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.
Процесс пайки медных трубок при монтаже водонагревательного оборудования. Нагревание выполняется ручной газовой горелкой, в качестве припоя – оловянная проволока
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из , рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Галерея изображений
Фото из
Трубный материал должен содержать не менее 99% меди. Отожженные трубки обычно продаются бухтами длиной 25 м или 50 м, а неотожженные – прогонами длиной 3 м или 5 м
Для домашних работ обычно приобретают ручной инструмент, работающий от газового баллончика с пропан-бутаном. Удобнее работать, если предусмотрены пьезоподжиг, нагрев газа, регулировка пламени
При делении трубы на элементы обычной пилой или электролобзиком рез получается неровным. Труборез обеспечивает точность, аккуратность, отсутствие заминания
С помощью расширителя-калибратора можно расширить диаметр на конце трубки. Развальцовка трубок применяется, когда производят соединение без использования муфт
Фаскосниматель используют для подготовки разрезанных труб, чтобы очистить края от заусенцев, сделать поверхность металла более гладкой и ровной, заузить кромку
Пайка в домашних условиях обычно производится с помощью оловянного припоя. Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Перед соединением медных элементов места контакта смазывают жидким или пастообразным флюсом, который обеспечивает равномерное растекание припоя по зоне пайки
Ершиком с жесткой металлической щеточкой обрабатывают внутреннюю поверхность трубки перед нанесением пасты. Также понадобятся губка или наждачка – для наружной обработки, а ветошь – для удаления излишков флюса
Медные трубы нужного диаметра
Газовая горелка с регулировкой
Труборез для нарезания элементов
Расширитель для безмуфтового соединения
Фаскосниматель для снятия верхнего слоя металла
Припой для капиллярной пайки
Флюс или паста для обработки меди
Ершик для внутренней поверхности
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.
При соединении элементов уже смонтированного трубопровода все действия выполняются только вручную. В одной руке обычно держат горелку, в другой – припой
В одной руке обычно держат горелку, в другой – припой
Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 — нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью , с критериями выбора которого ознакомит рекомендуемая нами статья.
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.
Используя разметочный материал – рулетку и маркер – измеряем длину деталей для трубопровода. Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.
Если труборез подобран правильно, то есть для тонкостенной меди, то концы трубки в месте реза не деформируются, а будут ровными и не скошенными
Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 — зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
- Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
- Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
- Затем берем металлический ершик и обрабатываем внутреннюю сторону.
- Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.
Образец обработанной медной трубы под пайку: с конца снят грат, поверхность начищена. Обычно при соединении двух деталей у одной из них зачищают внешнюю сторону, у другой – внутреннюю – по месту примыкания
Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 — нанесение флюса
Для соединения или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Пасту или густой гель наносить удобнее, чем жидкий флюс. Плотное и вязкое вещество распределяется более равномерно по металлической поверхности и не стекает
Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.
Процесс нанесения достаточно прост: необходимо обмакнуть кисть в пасту и нанести тонкий, но заполняющий всю зону примыкания, слой на поверхность трубки
Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 — соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.
Перед пайкой флюса или пасты на металлической поверхности быть не должно, иначе припой будет растекаться не в зазор между деталями, а в противоположную сторону – вдоль трубы
Выполнив соединение, необходимо как можно быстрее произвести . Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 — пайка по капиллярной технологии
В сборке отопительных и водопроводных применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
Процесс пайки происходит в следующем порядке:
- включаем газовую горелку;
- направляем пламя на место соединения;
- перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
- когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.


Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.
Соединение низкотемпературной пайкой должно остыть в естественных условиях. Во время остывания детали лучше не сдвигать, но можно аккуратно удалить еще не остывшие излишки припоя мокрой тряпкой
Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 — обработка швов
Опытные мастера обычно в совершенстве владеют техникой и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.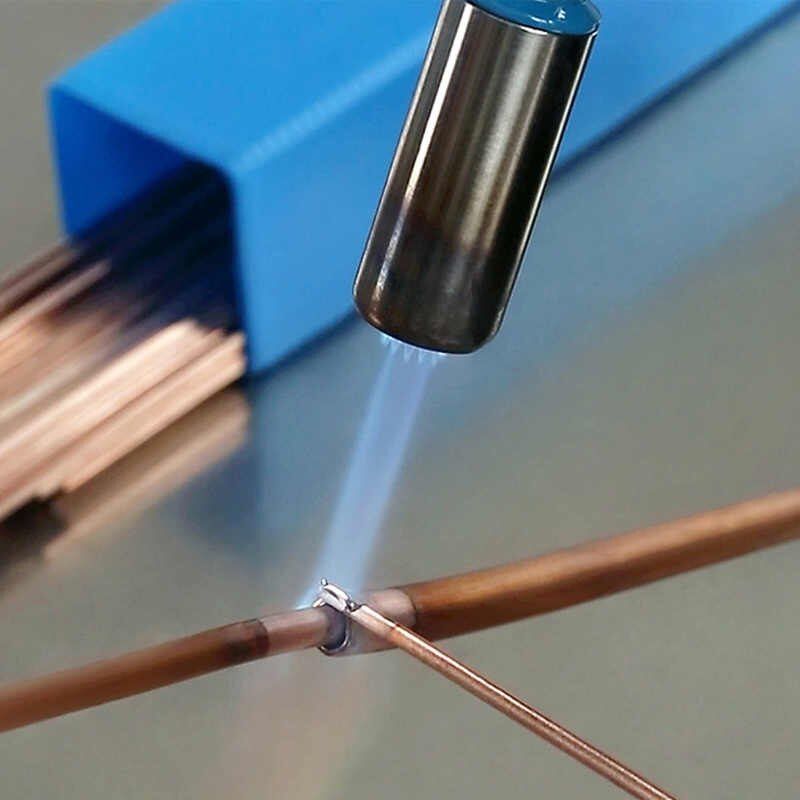
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.
Если убрать застывший припой, поверхность деталей и зона шва будут гладкими. Узнать место пайки можно лишь по цвету, так как припой обычно отличается серебристым оттенком
После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Выводы и полезное видео по теме
Видео #1. Мастер-класс по пайке наглядно:
Видео #2. Врезка в трубу посредством пайки:
 youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>
Видео #3. Особенности высокотемпературной пайки трубок для кондиционеров:
Технология пайки доступна всем желающим, так как не требует сложных умений или багажа специальных знаний. Достичь мастерства можно за несколько практических занятий, а материалы и инструмент приобрести в ближайшем строймаркете.
Но при сборке систем отопления или водоснабжения рекомендуем новичкам все же заручиться помощью более опытных монтажников, так как ошибки пайки могут обернуться аварией и дополнительными расходами.
Пишите, пожалуйста, комментарии, задавайте вопросы, размещайте фото по теме статьи в расположенном ниже блоке. Расскажите о том, как паяли медные трубки собственными руками. Не исключено, что описанные вами технологические тонкости пригодятся посетителям сайта.
Припои и флюсы для пайки газовой горелкой
• Обновлено
При пайке газовой горелкой применяются как легкоплавкие припои на свинцовооловянной основе, так и тугоплавкие припои на медной и серебряной основах. Для удобства пайки газовой горелкой припой лучше всего брать в виде проволоки или прутка. Применение такого припоя удобно еще и тем, что при необходимости добавить флюс во время работы горячий конец припоя просто погружают во флюс, который быстро налипает на него.
Пайка медноцинковыми припоями при помощи горелок сопровождается интенсивным испарением цинка; для предотвращения этого к латуням следует добавлять 0,2—0,4% кремния или олова, что уменьшает окисление и испарение цинка. Наиболее хорошие результаты дают серебряные припои с медью и цинком. Эти припои могут применяться для пайки стали, чугуна и всех сравнительно тугоплавких цветных металлов, температура плавления которых выше, чем припоя.
Для пайки соединений из меди, не испытывающих в работе ударных и вибрационных нагрузок, используются чаще всего медно-фосфорные припои, пайка которыми возможна без применения флюса, так как фосфор, входящий в состав припоя, сам является флюсом.
Если при паянии горелкой применяются легкоплавкие припои, то при этом, так же как и при пайке паяльником, в качестве флюса применяются растворы хлористого цинка и нашатыря. При паянии стали и медных сплавов тугоплавкими припоями применяются чаще всего смеси буры и борной кислоты. Состав этих смесей подбирается таким образом, чтобы температура плавления флюса была несколько ниже температуры плавления припоя.
Технология пайки
arrow_upward
Перед пайкой горелками прежде всего необходимо обезжирить подлежащие пайке места и очистить их от окалины или ржавчины. Подготовленные таким образом изделия промывают, тщательно высушивают, покрывают флюсом, собирают с заданным зазором в приспособлениях и укладывают на верстаке таким образом, чтобы во время пайки обе руки паяльщика оставались свободными, так как в правой руке рабочий держит горелку, а в левой припой. Иногда деталь в собранном виде может быть установлена и без дополнительного приспособления при условии устойчивого положения во время паяния.
Разогрев изделия пламенем производится таким образом, чтобы обеспечить равномерный прогрев всего паяемого соединения, для чего горелку все время передвигают вдоль шва. Для того чтобы получить быстрый и равномерный нагрев шва, необходимо тщательно следить за правильным строением факела пламени. Хорошо отрегулированное пламя должно иметь темное ядро, среднюю зону и экое наружное пламя с резкоочерченными контурами. При избытке кислорода пламя резко укорачивается; при избытке горючего средняя зона факела исчезает, а пламя сильно удлиняется и теряет резкость очертаний; при дальнейшем увеличении избытка горючего пламя становится коптящим.
Наиболее высокую температуру имеет пламя около конца ядра. Так как для паяния обычно требуется температура не выше 1000—1100°, то при работе с высокотемпературным пламенем (например, ацетилено-кислородным) разогрев шва производят более холодной наружной частью факела. Когда место пайки нагрето до температуры плавления припоя, к шву подводится конец покрытого флюсом прутка припоя, который расплавляясь, заполняет шов.
В случае применения порошкообразного припоя его смешивают с флюсом и заранее наносят на спаиваемые поверхности. Во избежание окисления припоя и возможности его расплавления до того, как основной металл достигнет нужной температуры, не следует направлять пламя горелки непосредственно на припой; лучше держать пламя впереди места пайки, так как припой сам хорошо затекает в более горячие места. Чтобы избежать выгорания припоя и увеличить эффективное действие флюса, необходимо место спая прогревать возможно быстро. Пламя горелки должно быть нейтральным или слабо восстановительным.
По окончании пайки изделие во избежание смещения паяемых деталей не трогают до полного затвердевания припоя. Во время процесса пайки необходимо следить за тем, чтобы все участки паяемых поверхностей были покрыты флюсом, в противном случае незащищенные места окислятся и прочность спая значительно снизится, а иногда и вообще не образуется никакого соединения. После пайки остатки флюса и образовавшиеся окислы удаляются механическим путем или кипячением изделия в воде.
Механизация процесса
arrow_upward
Для ускорения пайки и обеспечения стабильности качества паяных соединений процесс паяния газовыми горелками может быть сравнительно легко механизирован. Простейшим способом механизации является паяние крупногабаритных изделий сразу несколькими стационарно установленными горелками. При таком способе пайки процесс значительно упрощается и продолжительность его сокращается в несколько раз.
Иногда при паянии горелками применяют конвейерные устройства, например, карусельного типа. В этом случае пока на одном изделии производится пайка, другие изделия подогреваются перед пайкой или охлаждаются после нее.
Легкоплавкие припои
arrow_upward
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта.
Тугоплавкие припои
arrow_upward
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля.
Медно-фосфорные припои
arrow_upward
Сплавы меди с фосфором (4-9%) обладают высокой жидкотекучестью и сравнительно низкой температурой плавления, их применяют как заменители серебряных и медно-цинковых припоев при пайке меди и ее сплавов.
Обновлено:
Газовые паяльники
Газовые паяльники
Вернуться к паяльной лампе
«Вам нужна помощь?»
Служба поддержки Conrad
- 0043 50 90 70 — 2000
Этот текст переведен автоматически.
Полезная информация о газовом паяльнике, газопаяльном оборудовании
Что такое газовая пайка?
Эти типы существуют
Таким образом, вы можете найти подходящее устройство для газовой пайки
Области применения газового паяльника и газопаяльного оборудования
FAQ (часто задаваемые вопросы)
Что такое газовая пайка?
Самая большая разница между пайкой газом и пайкой электричеством заключается в энергоснабжении. В то время как паяльник или паяльная станция питаются от сети, газовое паяльное оборудование имеет внутренний резервуар для смеси бутана и пропана. Однако также доступны устройства с внешним баком.
В то время как паяльник или паяльная станция питаются от сети, газовое паяльное оборудование имеет внутренний резервуар для смеси бутана и пропана. Однако также доступны устройства с внешним баком.
Газ воспламеняется пьезозажигателем или зажигалкой. Создается пламя. И вот теперь становится видна главная разница: В непромышленной электронике и электротехнике традиционно используются электрические паяльники и металлические жала. Паяльное оборудование для работы на газе можно эксплуатировать как с металлическими паяльными наконечниками, так и с открытым пламенем и даже только с горячим воздухом. Именно это делает их такими уникальными.
Существуют следующие типы
При пайке газом различают два типа: газовый паяльник и газовые горелки или паяльные лампы. Газовые паяльники визуально похожи на своих нынешних «сородичей», только отсутствует кабель. В большинстве случаев имеются манометрические и ползунковые переключатели для розжига и регулировки температуры (= контроль подачи воздуха).
Особенно практичны полные комплекты для газовой пайки, которые помимо самого паяльника содержат различные паяльные жала, а также припой и чистящую губку.
Газовые паяльные горелки и паяльные лампы намного крупнее газовых паяльников, меньшие по размеру представители используются, например, для разжигания на кухне (например, для десертного крем-брюле). Как правило, это делается с помощью открытого пламени. К некоторым системам можно прикрепить молотковую медную головку. Чтобы зажечь пламя, большинство устройств содержат пьезорозжиг.
Таким образом, вы сможете найти подходящее устройство для газовой пайки
Чтобы найти подходящее устройство для пайки, вы должны уметь определить его предназначение. Например, работа с газопаяльным оборудованием в мастерской не имеет смысла при наличии подключения к электросети. Электрические паяльники и особенно паяльные станции не только более практичны в использовании, но и позволяют гораздо точнее регулировать температуру, что является важным фактором в области электроники.
Говоря о температуре: при пайке, как правило, следует различать мягкую и твердую пайку. Предельная температура составляет 450˚ C. Если паяльное жало или пламя более горячие, они припаяны твердым припоем. Последний в основном используется в области установки сантехнических или отопительных систем, например, для подключения водопроводных или газовых линий. Для «материально-замкового соединения материалов» — это технически правильное определение — используются припои как для мягкой, так и для твердой пайки металлических сплавов, обычно в виде припойной проволоки или припойной пасты.
Полезно знать: газовое паяльное оборудование – будь то поршень или горелка – достигает максимальных температур от 500 до 2000˚ C и поэтому всегда подходит для пайки.
Подобно электрическим паяльникам, газовое паяльное оборудование подходит не только для надежного соединения металлических деталей; его также можно использовать для резки или плавления пластмасс, для нагрева термоусадочных трубок или в декоративных целях, таких как название огня.
Области применения газового паяльника и газопаяльного оборудования
Ремонт электронной техники независимо от источника питания
В этом случае выбирайте небольшой газовый паяльник, желательно в комплекте с различными паяльными жалами и припоем. Важна регулируемая температура паяльного жала. Она должна быть между 300 и 400°C, в зависимости от толщины соединяемых проводов. Это примерно соответствует мощности паяльника на 30 ватт.
Пайка медных или стальных труб в строительной технике
Здесь следует различать, являются ли это трубы для питьевой воды или трубы для газа и нефти. Медные линии для питьевой воды всегда следует припаивать мягким припоем. Пайка разрешена только в том случае, если диаметр трубы составляет 32 миллиметра или больше. Для стальных труб, обычно припаянных твердым припоем либо с (дорогим) серебром, либо с латунным припоем. Газовые горелки обычно лучше подходят для пайки труб, так как они производят большее пламя.
Мелкий ремонт конструкции модели
Если дрон или авиамодель приземлится неровно, могут быть повреждены электрические и металлические соединения. Чтобы вооружиться на все случаи жизни, подойдет газовый паяльник, с помощью которого возможна мягкая и твердая пайка при определенных настройках температуры.
Часто задаваемые вопросы
Содержит ли паяльная паста флюс?
Паяльная проволока, которая в основном используется в секторе электроники, содержит флюс, такой как канифоль, который предотвращает окисление места пайки и снижает поверхностное натяжение партии жидкости для лучшего течения. Паяльная паста, с другой стороны, представляет собой смесь металлического порошка припоя и флюса в соотношении примерно 90:10, поэтому нет необходимости наносить дополнительный флюс на паяное соединение.
Какие правила техники безопасности необходимо соблюдать при работе с газопаяльным оборудованием?
Газ, используемый в газовых паяльниках и горелках, легко воспламеняется и находится под давлением. Поэтому эти устройства ни в коем случае не должны находиться в руках детей. Поблизости не должно быть источников тепла, искр и открытого огня, в непосредственной близости следует избегать курения.
Поэтому эти устройства ни в коем случае не должны находиться в руках детей. Поблизости не должно быть источников тепла, искр и открытого огня, в непосредственной близости следует избегать курения.
Как работает пьезоподжиг?
Пьезорозжиг основан на пружине, которая зажимается вручную кнопкой и мгновенно отпускает. Когда вы расслабляетесь, поршень ударяется о пьезокристалл, который генерирует напряжение в несколько тысяч вольт. Искра воспламеняет газ через два металлических штифта, расположенных близко друг к другу внутри газоотводного отверстия и соединенных с кристаллом.
Практический совет
Алюминий можно очень легко паять с помощью устройства для газовой пайки, так как этот металл имеет температуру плавления всего от 580° до 660° C. Тот факт, что во многих случаях это не работает, происходит из-за невидимого оксида слой. Этот слой плавится только при температурах выше 2000°С. По этой причине перед пайкой необходимо удалить оксидный слой, иначе припой не сможет соединиться с основным материалом. Лучше всего удалять оксидный слой щеткой из нержавеющей стали непосредственно перед процессом пайки. Причина: уже через несколько минут на «голом» алюминии образуется новый оксидный слой.
Лучше всего удалять оксидный слой щеткой из нержавеющей стали непосредственно перед процессом пайки. Причина: уже через несколько минут на «голом» алюминии образуется новый оксидный слой.
Этот текст переведён автоматически. Полезная информация о газовом паяльнике, газопаяльном оборудовании Что такое газовая пайка? Эти типы существуют Таким образом, вы можете найти подходящее устройство для газовой пайки Applicat…
tek — Высокоточные швейцарские инструменты с 1964 года
Войдите в свою учетную запись
Вставить почту
Логин
Введите пароль
Пароль
Inseritmail
Электронная почта *
Вернуться на страницу авторизации
События последних двух лет значительно повлияли на наше восприятие реальности в различных отношениях.
Вместо того, чтобы рассматривать трудности как препятствия, мы рассматриваем их как возможности для совершенствования и развития.
Подробнее
Наша семья красоты
Когда речь заходит о пинцете, у каждого мастера по наращиванию ресниц есть свои предпочтения. Легкие, прочные, долговечные, изготовленные из высококачественных материалов высокоточные косметические пинцеты Ideal-tek специально разработаны для рынка ресниц.
Легкие, прочные, долговечные, изготовленные из высококачественных материалов высокоточные косметические пинцеты Ideal-tek специально разработаны для рынка ресниц.
Подробнее
Наше семейство Life Science
Для работы с образцами, веществами, крошечными хрупкими деталями в течение длительного периода времени в лаборатории требуются высококачественные ручные инструменты швейцарского производства.
Пинцеты обратного действия Ideal-tek удовлетворяют и преодолевают эти специфические потребности, обеспечивая равномерное натяжение без напряжения пальцев.
Подробнее
Наше семейство медицинских устройств
Будь то доступ к узким и труднодоступным местам или перерезание тонких проводов, индустрия медицинских устройств должна полагаться на инструменты для выполнения точных и сложных задач.
Ideal-tek разрабатывает и производит высококачественные режущие пинцеты, специально разработанные для различных производственных процессов в этой области.
Подробнее
Пинцет для часовых мастеров
Профессиональным часовщикам нужны правильные точные инструменты для качественного проектирования и ремонта часов. Даже самые маленькие детали швейцарских часов сделаны с невероятной точностью и требуют очень острого и чрезвычайно точного пинцета.
Даже самые маленькие детали швейцарских часов сделаны с невероятной точностью и требуют очень острого и чрезвычайно точного пинцета.
Подробнее
Семейство для электроники
Кусачки и плоскогубцы Ideal-tek доступны в различных формах и размерах, чтобы соответствовать различным задачам и приложениям, обеспечивая комфорт и эргономику оператора. Одни используются для захвата, другие – для скручивания проводов, третьи – для резки проводов.
Подробнее
Пристрастие к пинцету!
Наш большой ассортимент продукции является результатом трех факторов:
1) Ноу-хау
2) Настройка
3) Консистенция
Три фактора, один результат: наше превосходство в области швейцарских пинцетов.
Подробнее
Зеркала События последних двух лет существенно повлияли на наше восприятие реальности различными способами.
Вместо того, чтобы рассматривать трудности как препятствия, мы рассматриваем их как возможности для совершенствования и развития.
Подробнее
00
01
02
03
04
05
06
Hero Product
Наш мир
Более полувека мы производим высокоточные ручные инструменты с максимальной тщательностью и вниманием к деталям. Наши инструменты производятся в Швейцарии, но ими пользуются профессионалы по всему миру. Зеркала олицетворяют наш мир, а также двойственную природу нашей компании: местный, кустарный производитель высококачественных инструментов, которые доступны мировой аудитории.
Наши инструменты производятся в Швейцарии, но ими пользуются профессионалы по всему миру. Зеркала олицетворяют наш мир, а также двойственную природу нашей компании: местный, кустарный производитель высококачественных инструментов, которые доступны мировой аудитории.
Подробнее
Информационный бюллетень
CountryAfghanistanAlbaniaAlgeriaAndorraAngolaAntigua and BarbudaAntillesArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina-FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChina — Hong KongChina — MacauChina — MainlandColombiaComorosCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCyprusCzech RepublicCote d’IvoireDemocratic Republic of the CongoDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaeroesFalkland IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuianaGuineaGuinea-BissauHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxemburgMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMelanesiaMexicoMicronesiaMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalau IslandsPalestinePanamaPapua New GuineaParaguayPeruPitcairn IslandPolandPolynesiaPortugalPuerto RicoQatarRepublic of the PhilippinesRomaniaRussian FederationRwandaReunionSaint Christopher-NevisSaint HelenaSaint LuciaSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSpainSri LankaSt.