- Войти
- Регистрация
§ 25. Фундаменты под прессы и молоты. Фундамент под пресс
§ 25. Фундаменты под прессы и молоты
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаменты под молоты или, прессы имеют обычно такие размеры, при которых фактическое давление, передаваемое фундаментом на основание, не превышает 0,02...0,07 МН/м2 при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, ис



пользуют фундаменты специальных, конструкций, снабженных амортизаторами.
По назначению фундаменты делятся на следующие группы: фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки. Для вертикальных прессов холодной объемной штамповки используют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы: Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповки применяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
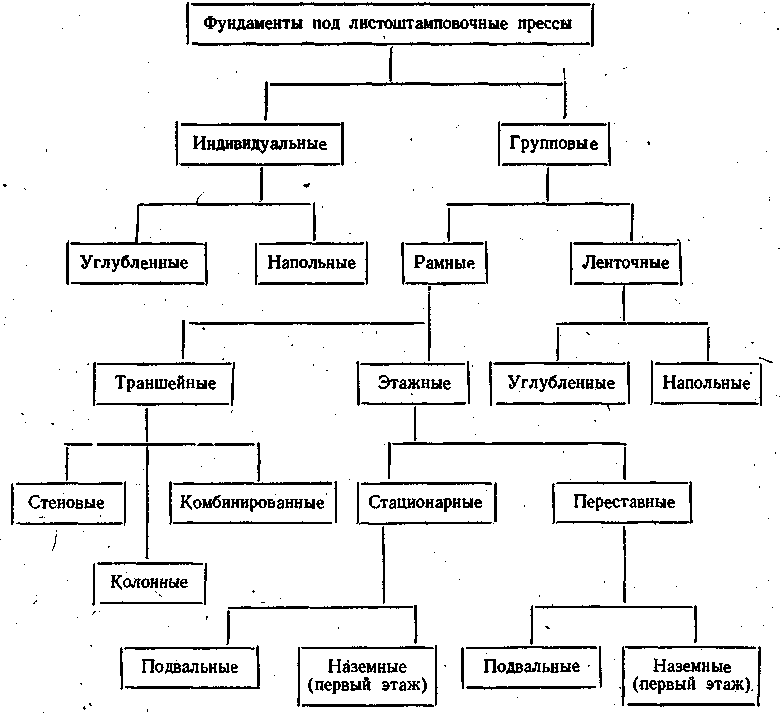
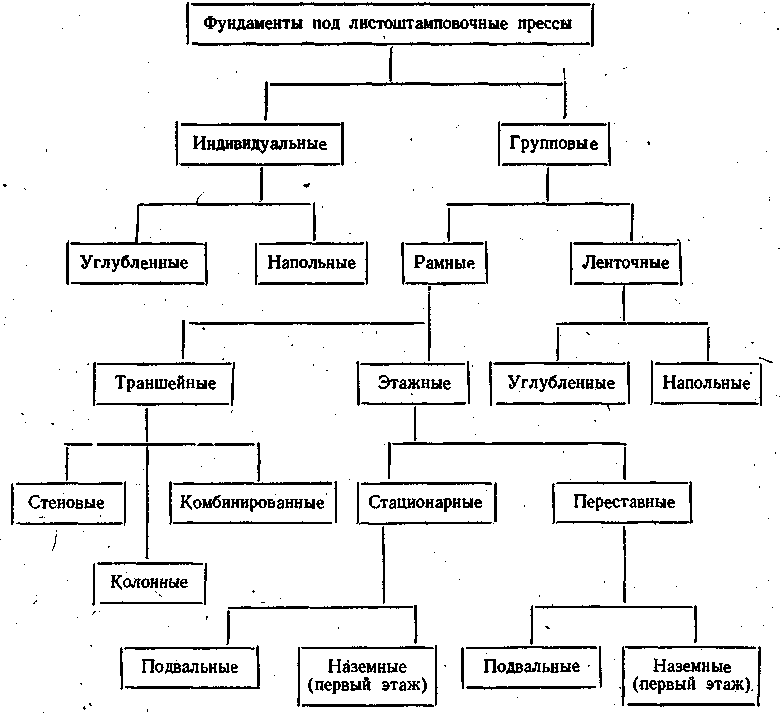
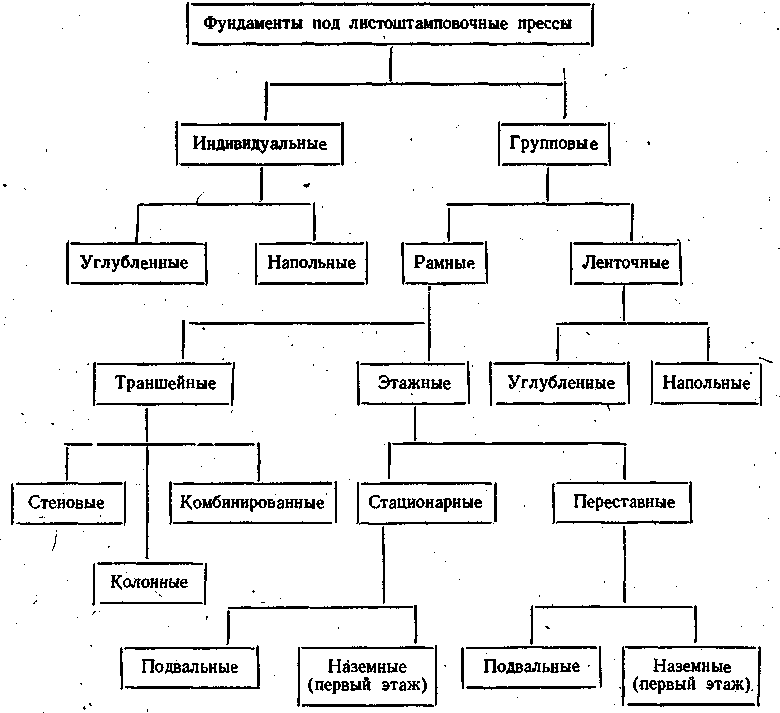
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые (схема IV.1). Индивидуальные фундаменты могут быть углубленными и наземными (плита, железобетонная подстилка). Групповые фундаменты делятся на рамные и ленточные.
Рамные фундаменты применяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.
Схема IV.1
Рамный фундамент представляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить .в штамповочной линии раз-движение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этого рамные фундаменты имеют преимущество перед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаменты делятся на две основные группы: траншейные и этажные. Траншейные фундаменты, в свою очередь, по конструкции подразделяются на три вида: стеновые, колонные (стоечные) и комбинированные. Этажные фундаменты подразделяются также на два вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.




Этажные фундаменты в здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаменты применяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливают штамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
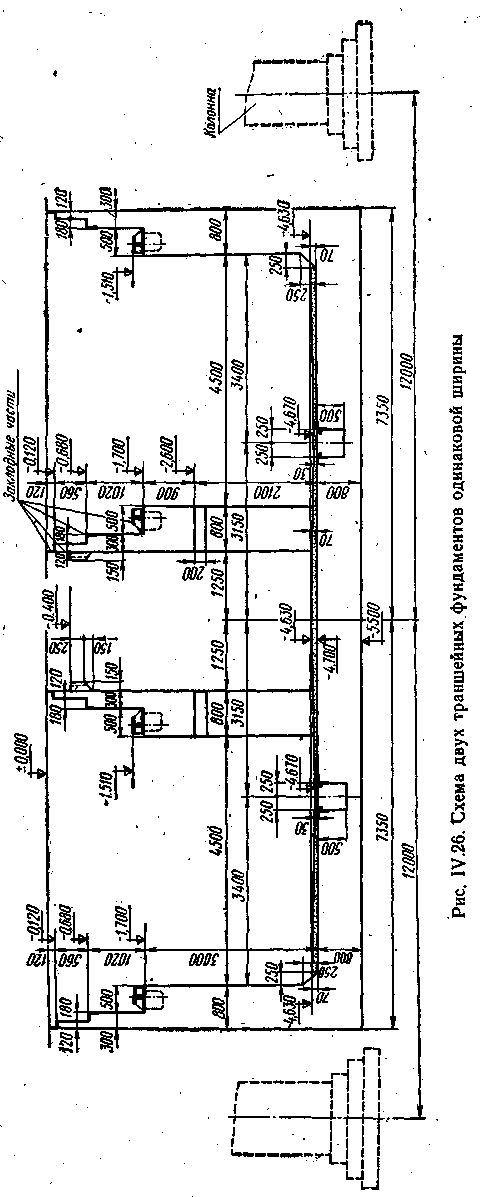
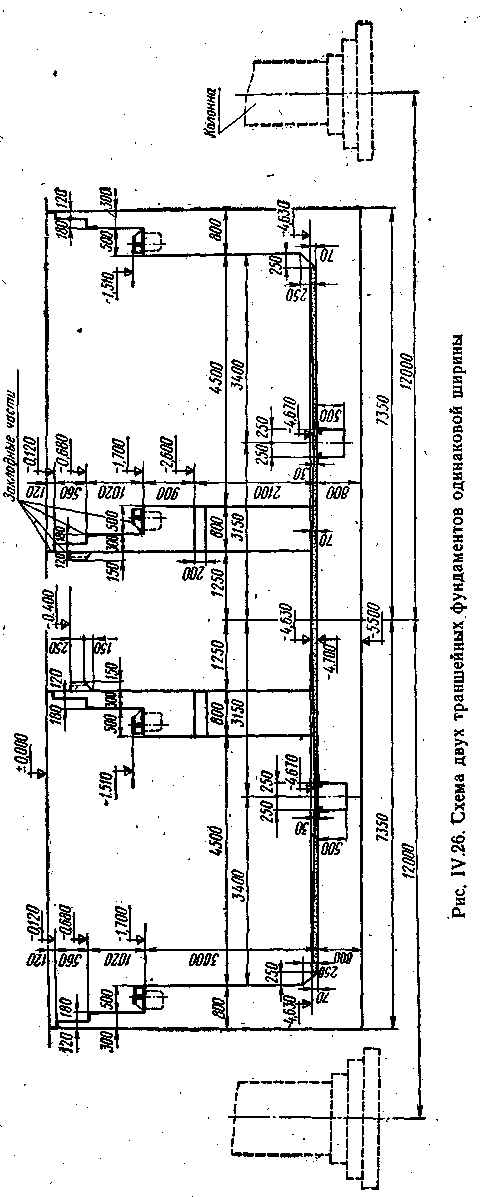
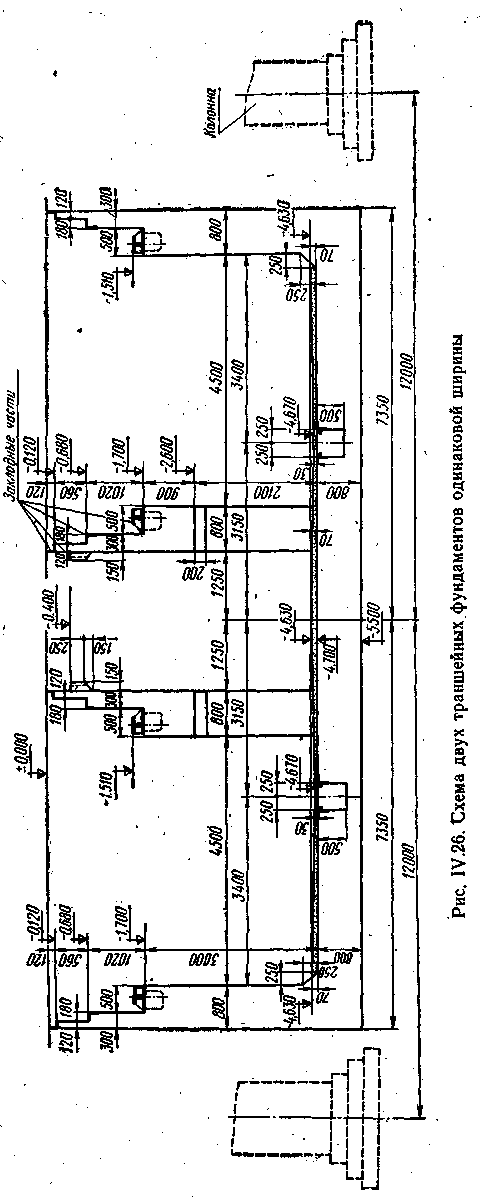
Траншейные стеновые фундаменты состоят из двух сплошных стей, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундамента делают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаны проемы, через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролете здания обычно строят две или три траншеи в сочетании с туннелями, предназначенными для транспортировки металлоотхрдов. Количество траншейных фундаментов в одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600...700 мм При трехрядном расположении и 800...900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости. Толщина нижней плиты траншеи от 800 до 1200 мм.
Длина траншеи в каждом конце должна быть больше штамповочной линии на 6 м. Ширина и глубина траншеи определяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Таблица IV.6
Основные размеры траншейного фундамента
| Размеры стола пресса слева направо, м | Ширина между стенками или стойками, м | Глубина до нижней плиты, м |
| <1,0 2,0...2,8 3,0...3,5 3,8...4,0 4,5...5,0 | 2 3...4 4,5.. 5 5,5...6 7,0...7,8 | 1,8 3,5 4,5 5,2 5,2 |
В тех случаях, когда в одном пролете должны быть установлены две штамповочные линии, оснащенные прессами разных размеров, траншейные фундаменты иногда выполняют разной ширины, но одинаковой глубины. Учитывая перспективы развития производства и необходимость при этом замены или перестановки прессов с одной линии на другую, такие фундаменты нельзя рекомендовать.
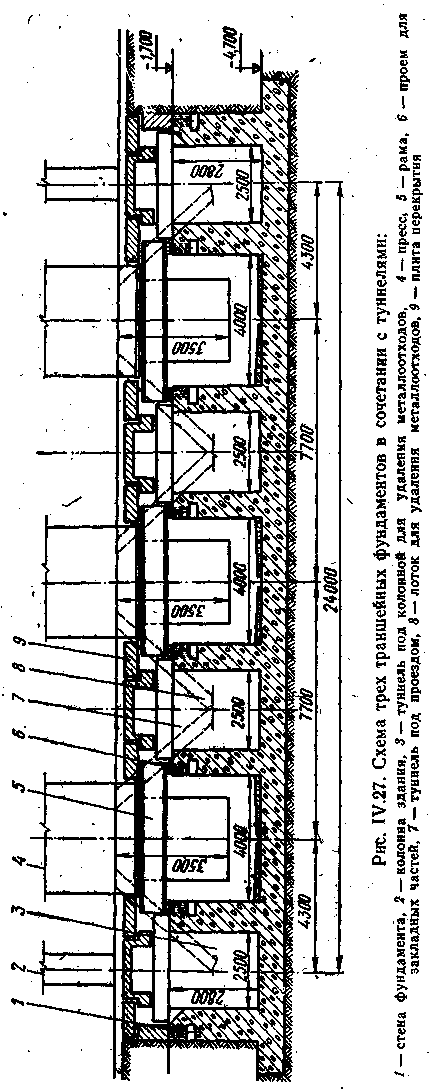
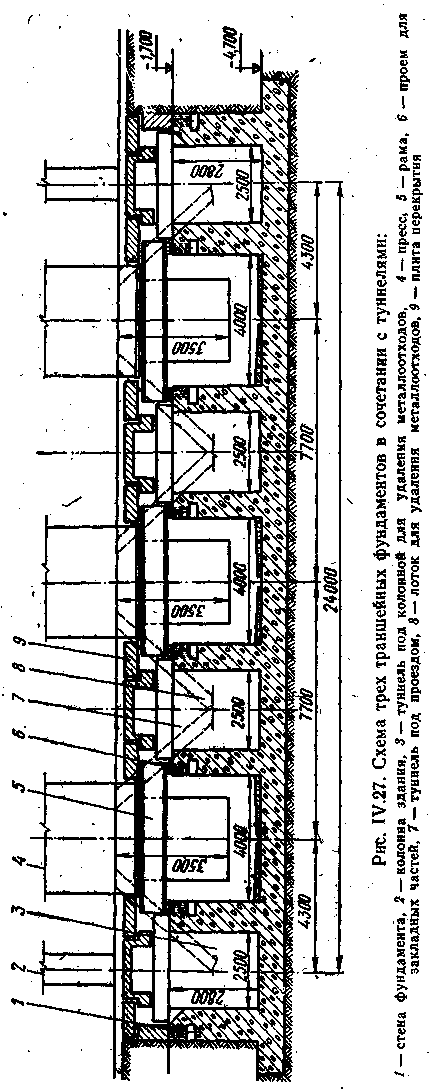
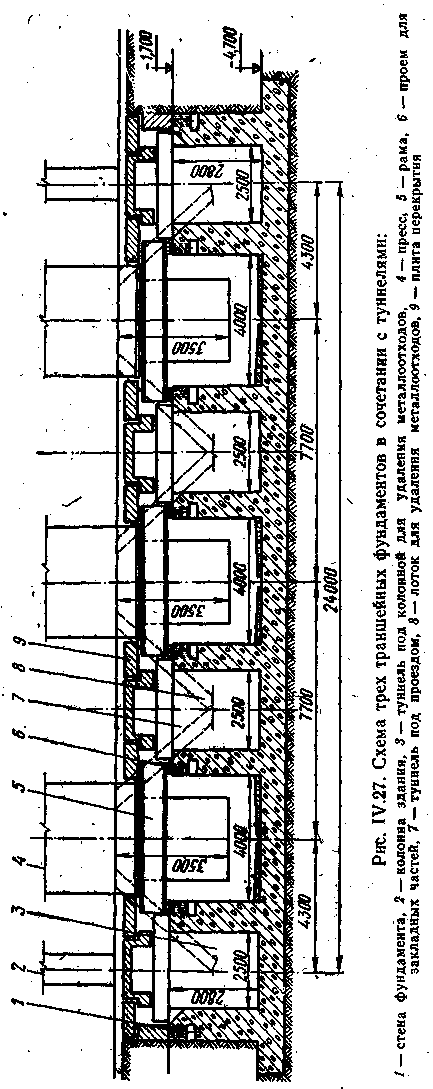
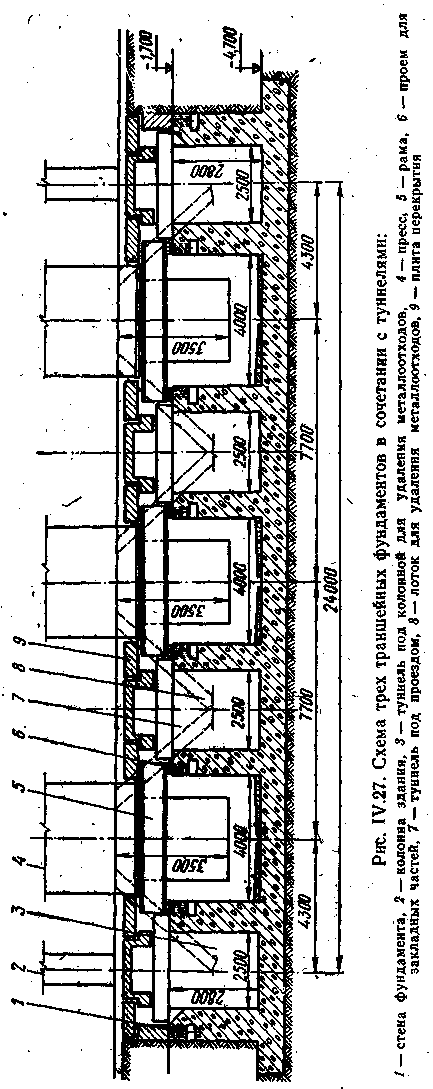
При расположении прессов в одном пролете в три ряда траншейные фундаменты могут быть выполнены по схеме, показанной на рис.IV.27. При этом подколонники колонн здания желательно выполнять арочного типа, Через которые смогут проходить транспортеры для удаления металлоотходов.
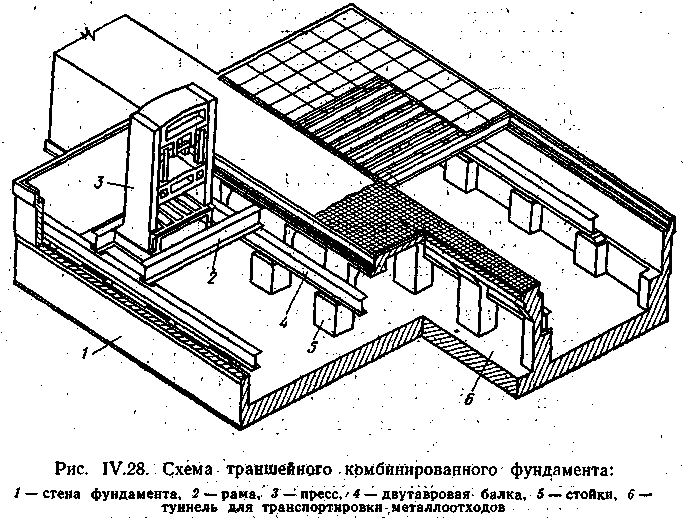
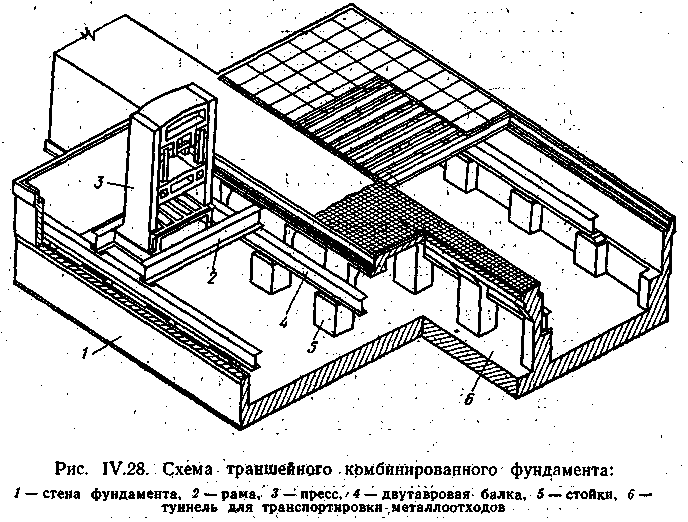
Траншейные комбинированные фундаменты (рис. IV.28) вместо двух стен имеют только одну. Вторая стена у них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки. Расстояние между стойками 4—б м. Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаменты обеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше, могут быть подвальными и наземными (первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунта на месте строительства цеха иногда является ршающим мотивом при выборе конкретного решения. Если на месте
строительства грунт насыпной на глубину 4—5 м, то он должен быть
удален. В этом случае целесообразно строительство подвального этажа. Наоборот, при водонасыщенных грунтах (высоком уровне грунто
вых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
Когда рельеф площадки требует больших земляных работ по намывке грунта или засыпке соответствующих мест площадки, очевидно, выгодно будет использовать рельеф площадки для строительства подвального этажа.
Наличие близко расположенных зданий, которые должны быть связаны с цехом листовой штамповки напольным транспортом, сделает нерациональным применение наземного этажного фундамента под прессы, ибо в этом случае будет затруднено перемещение грузов.
В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчета с учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом. Основными элементами фундамента (рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаменты делают в сочетании с проемами, предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция к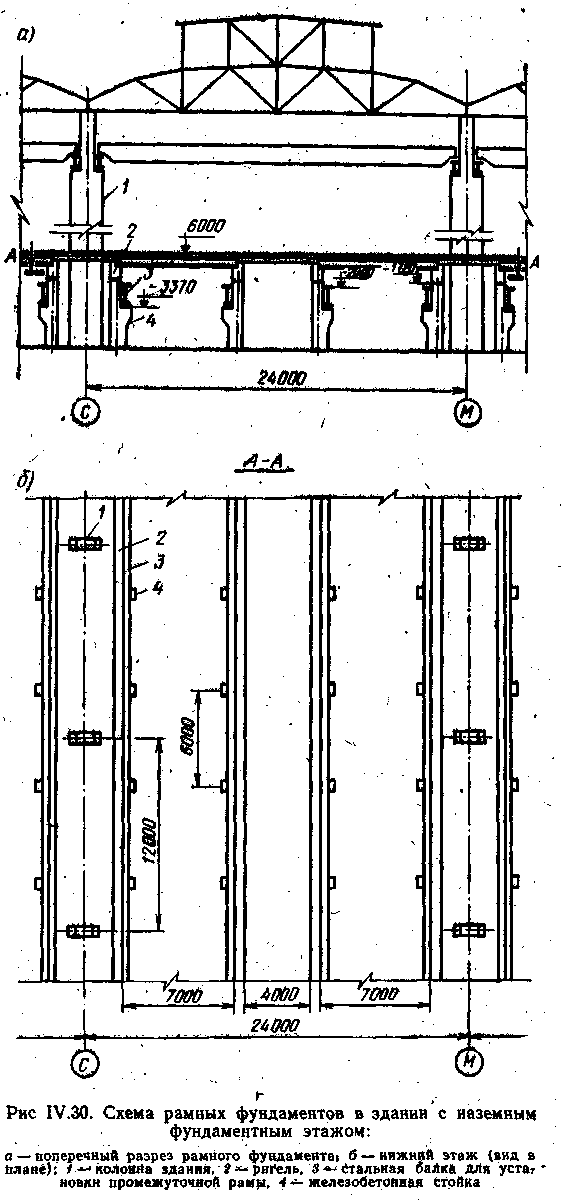 оторых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1...0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
оторых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1...0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажа предусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Рамные фундаменты в здании с наземным фундаментным этажом по своей конструкции не отличаются от фундамента в здании с подвальным этажом. В отличие от фундаментов в здании с подвальным этажом, где кривошипные прессы устанавливаются на нулевой отметке относительно уровня пола, в цехе с наземным фундаментным этажом прессы устанавливают на отметке +6 м. На рис.IV.30 показана схема расположения фундаментов в здании с наземным фундаментным этажом.
Р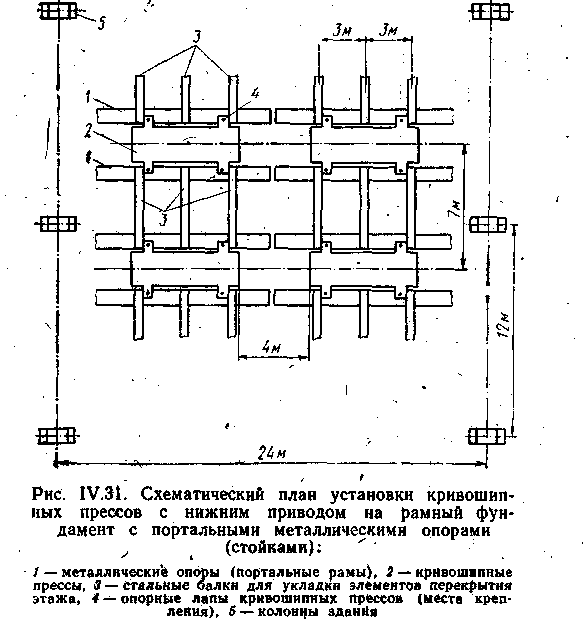 амные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
амные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
конструкция предложена и разработана ЗИЛом. Они применяются в условиях сильно водонасыщенных грунтов, с высоким уровнем грунтовых вод, но можно их устраивать и в подвале, если уровень грунтовых вод. низкий. Фундаменты представляют собой металлические опорные конструкции (рамы), имеющие форму порталов, на которые устанавливаются кривошипные прессы чаще всего с нижним приводом. Кроме того, к ним крепятся металлические балки, которые служат основанием для крепления перекрытия нижнего этажа.
На рис. IV.31 показан схематический план расположения кривошипных прессов на рассматриваемом фундаменте. Каждый пресс устанавливают на две портальные рамы, одинаковые по своей конструкции и размерам.
Высота всех портальных рам одинаковая и делается применительно к прессам, имеющим максимальную высоту от основания (опорной лапы) до поверхности стола. Прессы, имеющие меньшую высоту стола, устанавливают на портальные рамы посредством тумб, состоящих Из стальных плит, сваренных между собой и приваренных к портальным рамам. В этом случае столы всех прессов, независимо от их характеристик находится на одном уровне.
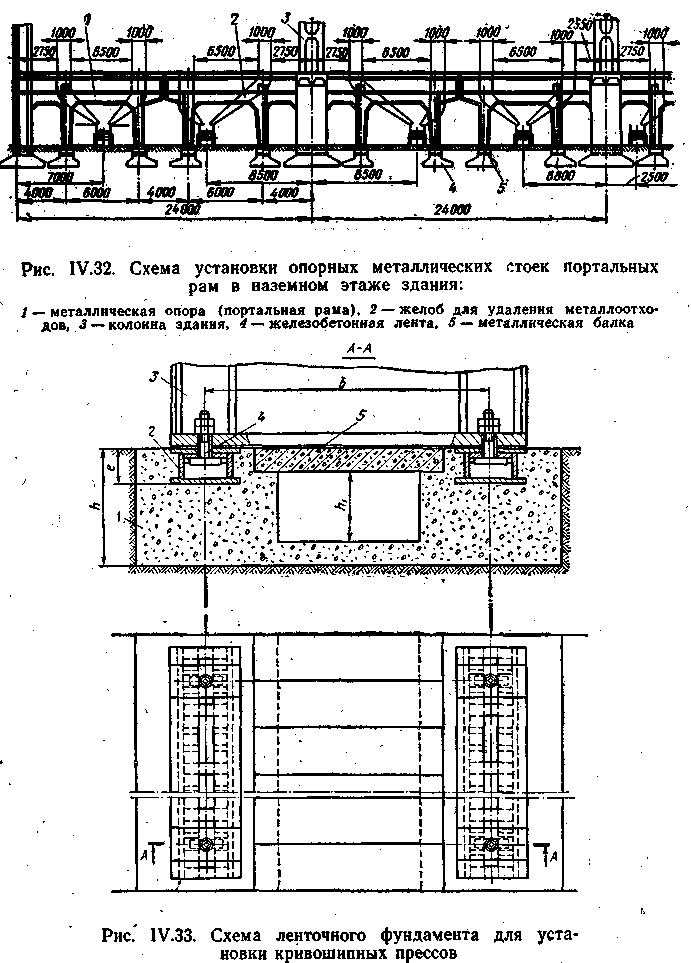
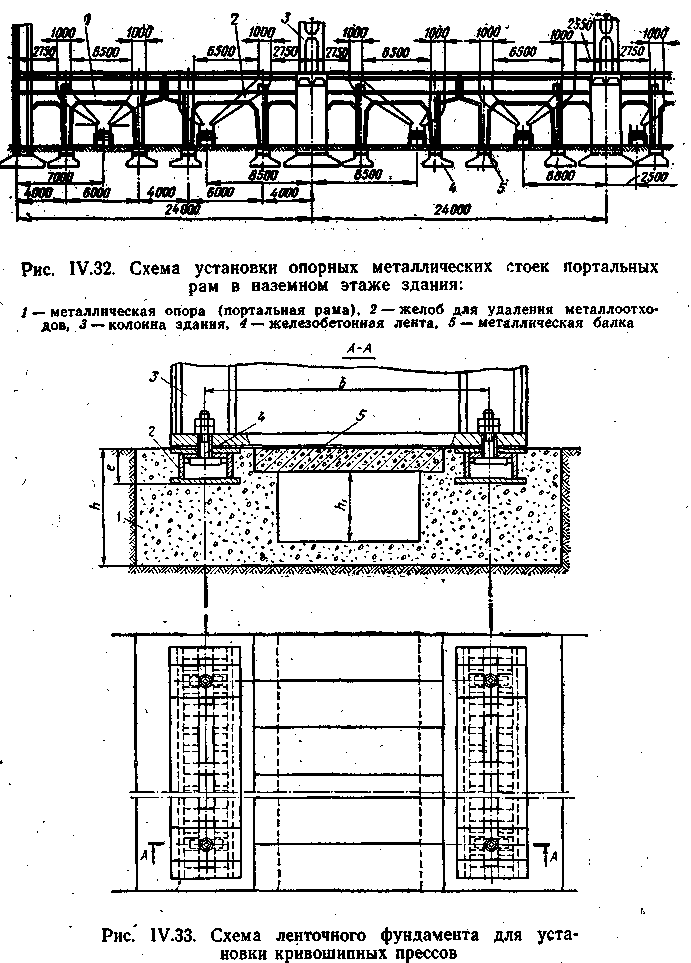
В нижней части портальные рамы опираются на металлические балки, установленные на железобетонные ленты, как показано на рис. IV.32. Глубина заложения железобетонных лент зависит от расчетных нагрузок и геологической характеристики грунта.
Ленточные углубленные фундаменты применяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент (рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундамента определяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h2 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.
Л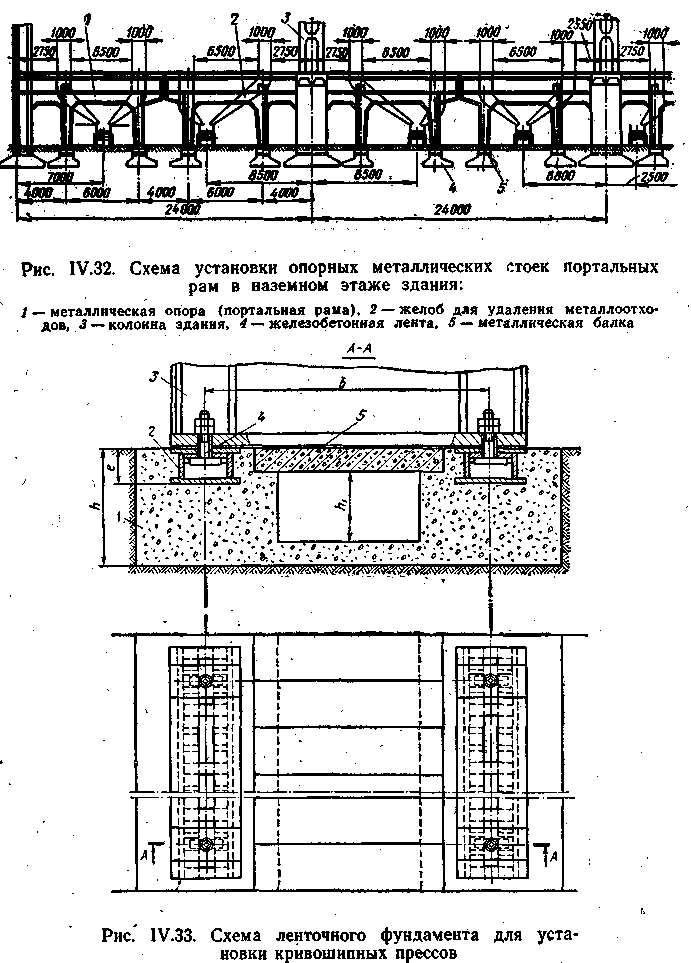 енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольные фундаменты (бетонная подготовка) применяется для кривошипных прессов, производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов. Толщину бетонной подготовки принимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессы строят при серийном и мелкосерийном производствах деталей.
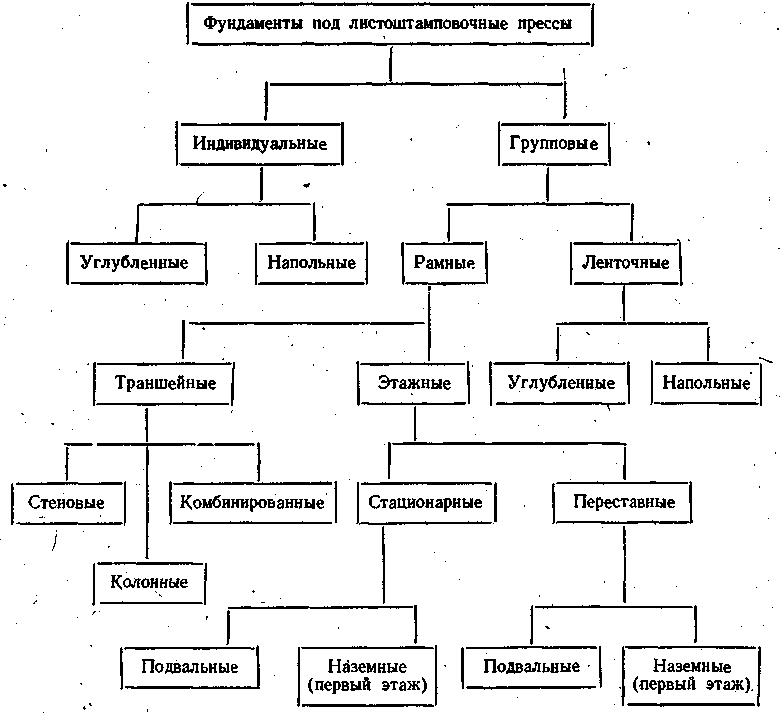
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.
Ф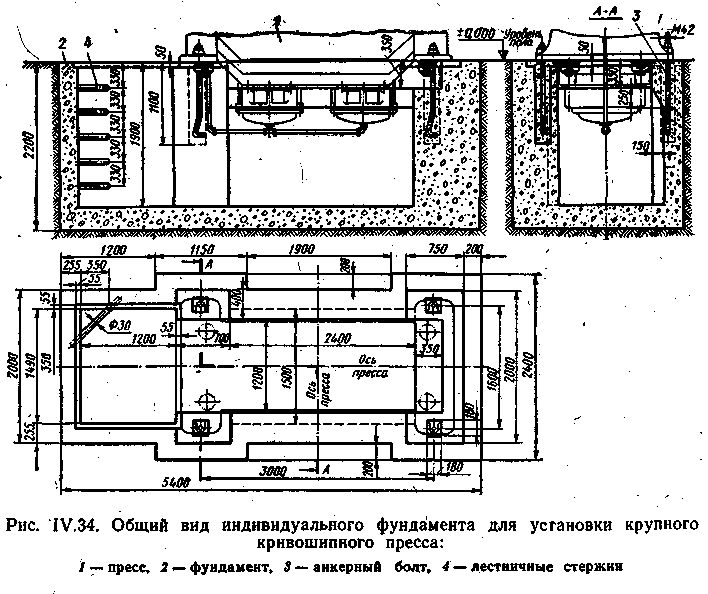 ундаменты изготовляют из бетона марки 200 и армируют по контуру.
ундаменты изготовляют из бетона марки 200 и армируют по контуру.
Мелкие прессы, если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. На ВАЗе в цехе мелкой штамповки на пол без крепления анкерными болтами установлены прессы усилием до 1600 кН. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки.
На линиях крупной и средней штамповки автомобильных заводов также иногда используют мелкие и особо мелкие переставные прессы для выполнений отдельных операций, не требующих больших усилий. Прессы переносят на требуемое место при помощи мостовых кранов..
studfiles.net
§ 25. Фундаменты под прессы и молоты
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаменты под молоты или, прессы имеют обычно такие размеры, при которых фактическое давление, передаваемое фундаментом на основание, не превышает 0,02...0,07 МН/м2 при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, ис



пользуют фундаменты специальных, конструкций, снабженных амортизаторами.
По назначению фундаменты делятся на следующие группы: фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки. Для вертикальных прессов холодной объемной штамповки используют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы: Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповки применяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые (схема IV.1). Индивидуальные фундаменты могут быть углубленными и наземными (плита, железобетонная подстилка). Групповые фундаменты делятся на рамные и ленточные.
Рамные фундаменты применяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.
Схема IV.1
Рамный фундамент представляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить .в штамповочной линии раз-движение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этого рамные фундаменты имеют преимущество перед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаменты делятся на две основные группы: траншейные и этажные. Траншейные фундаменты, в свою очередь, по конструкции подразделяются на три вида: стеновые, колонные (стоечные) и комбинированные. Этажные фундаменты подразделяются также на два вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.





Этажные фундаменты в здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаменты применяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливают штамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаменты состоят из двух сплошных стей, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундамента делают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаны проемы, через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролете здания обычно строят две или три траншеи в сочетании с туннелями, предназначенными для транспортировки металлоотхрдов. Количество траншейных фундаментов в одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600...700 мм При трехрядном расположении и 800...900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости. Толщина нижней плиты траншеи от 800 до 1200 мм.
Длина траншеи в каждом конце должна быть больше штамповочной линии на 6 м. Ширина и глубина траншеи определяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Таблица IV.6
Основные размеры траншейного фундамента
| Размеры стола пресса слева направо, м | Ширина между стенками или стойками, м | Глубина до нижней плиты, м |
| <1,0 2,0...2,8 3,0...3,5 3,8...4,0 4,5...5,0 | 2 3...4 4,5.. 5 5,5...6 7,0...7,8 | 1,8 3,5 4,5 5,2 5,2 |
В тех случаях, когда в одном пролете должны быть установлены две штамповочные линии, оснащенные прессами разных размеров, траншейные фундаменты иногда выполняют разной ширины, но одинаковой глубины. Учитывая перспективы развития производства и необходимость при этом замены или перестановки прессов с одной линии на другую, такие фундаменты нельзя рекомендовать.
При расположении прессов в одном пролете в три ряда траншейные фундаменты могут быть выполнены по схеме, показанной на рис.IV.27. При этом подколонники колонн здания желательно выполнять арочного типа, Через которые смогут проходить транспортеры для удаления металлоотходов.
Траншейные комбинированные фундаменты (рис. IV.28) вместо двух стен имеют только одну. Вторая стена у них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки. Расстояние между стойками 4—б м. Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаменты обеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше, могут быть подвальными и наземными (первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунта на месте строительства цеха иногда является ршающим мотивом при выборе конкретного решения. Если на месте
строительства грунт насыпной на глубину 4—5 м, то он должен быть
удален. В этом случае целесообразно строительство подвального этажа. Наоборот, при водонасыщенных грунтах (высоком уровне грунто
вых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
Когда рельеф площадки требует больших земляных работ по намывке грунта или засыпке соответствующих мест площадки, очевидно, выгодно будет использовать рельеф площадки для строительства подвального этажа.
Наличие близко расположенных зданий, которые должны быть связаны с цехом листовой штамповки напольным транспортом, сделает нерациональным применение наземного этажного фундамента под прессы, ибо в этом случае будет затруднено перемещение грузов.
В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчета с учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом. Основными элементами фундамента (рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаменты делают в сочетании с проемами, предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция к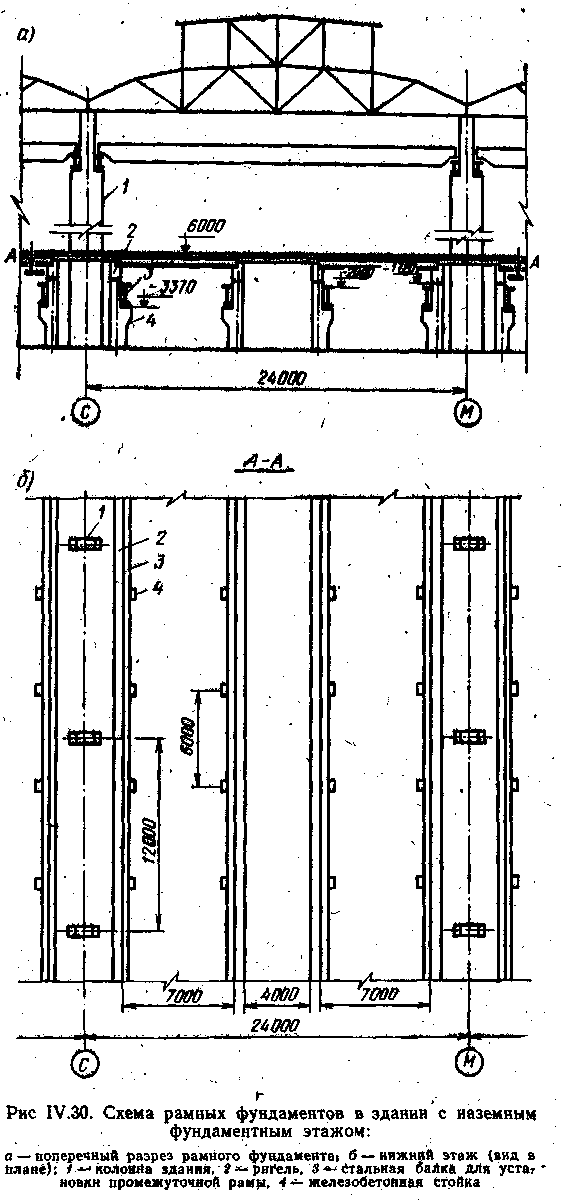 оторых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1...0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
оторых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1...0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажа предусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Рамные фундаменты в здании с наземным фундаментным этажом по своей конструкции не отличаются от фундамента в здании с подвальным этажом. В отличие от фундаментов в здании с подвальным этажом, где кривошипные прессы устанавливаются на нулевой отметке относительно уровня пола, в цехе с наземным фундаментным этажом прессы устанавливают на отметке +6 м. На рис.IV.30 показана схема расположения фундаментов в здании с наземным фундаментным этажом.
Р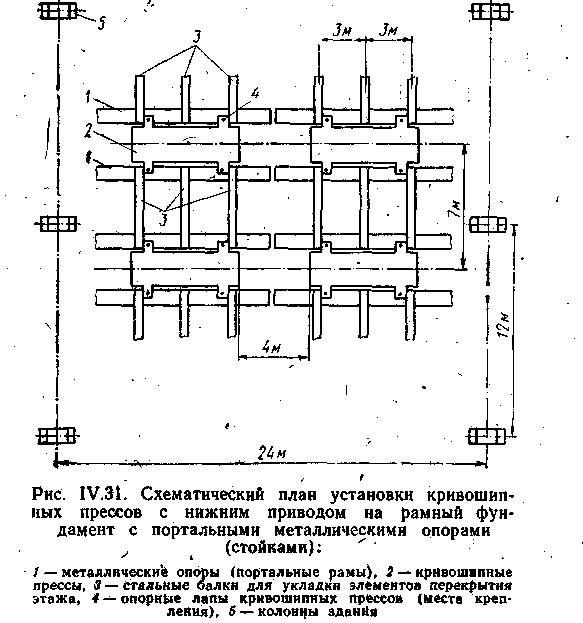 амные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
амные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
конструкция предложена и разработана ЗИЛом. Они применяются в условиях сильно водонасыщенных грунтов, с высоким уровнем грунтовых вод, но можно их устраивать и в подвале, если уровень грунтовых вод. низкий. Фундаменты представляют собой металлические опорные конструкции (рамы), имеющие форму порталов, на которые устанавливаются кривошипные прессы чаще всего с нижним приводом. Кроме того, к ним крепятся металлические балки, которые служат основанием для крепления перекрытия нижнего этажа.
На рис. IV.31 показан схематический план расположения кривошипных прессов на рассматриваемом фундаменте. Каждый пресс устанавливают на две портальные рамы, одинаковые по своей конструкции и размерам.
Высота всех портальных рам одинаковая и делается применительно к прессам, имеющим максимальную высоту от основания (опорной лапы) до поверхности стола. Прессы, имеющие меньшую высоту стола, устанавливают на портальные рамы посредством тумб, состоящих Из стальных плит, сваренных между собой и приваренных к портальным рамам. В этом случае столы всех прессов, независимо от их характеристик находится на одном уровне.
В нижней части портальные рамы опираются на металлические балки, установленные на железобетонные ленты, как показано на рис. IV.32. Глубина заложения железобетонных лент зависит от расчетных нагрузок и геологической характеристики грунта.
Ленточные углубленные фундаменты применяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент (рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундамента определяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h2 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.
Л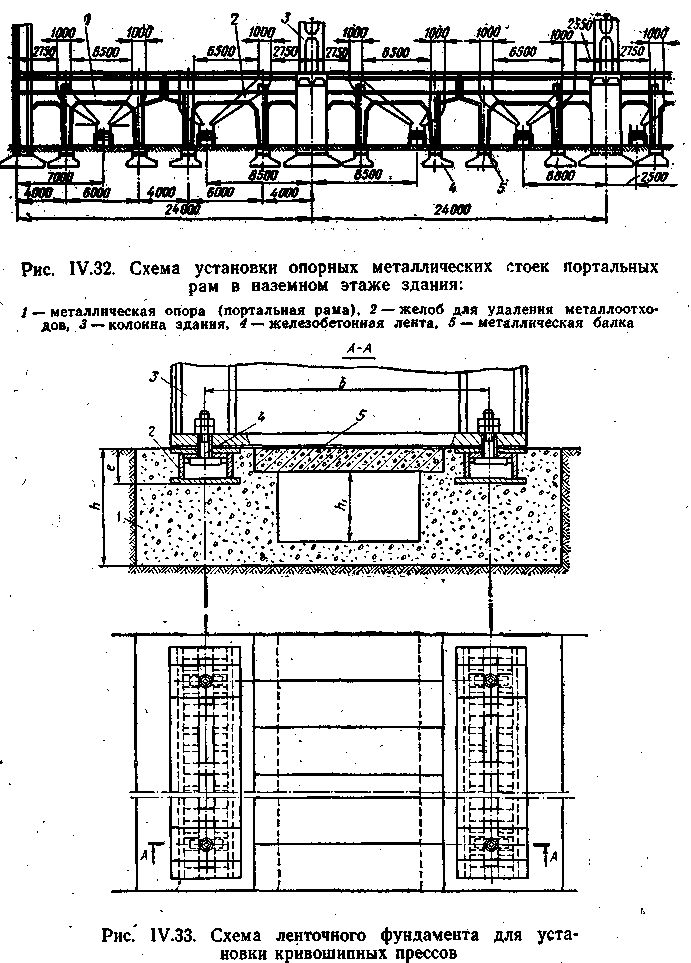 енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольные фундаменты (бетонная подготовка) применяется для кривошипных прессов, производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов. Толщину бетонной подготовки принимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессы строят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.
Ф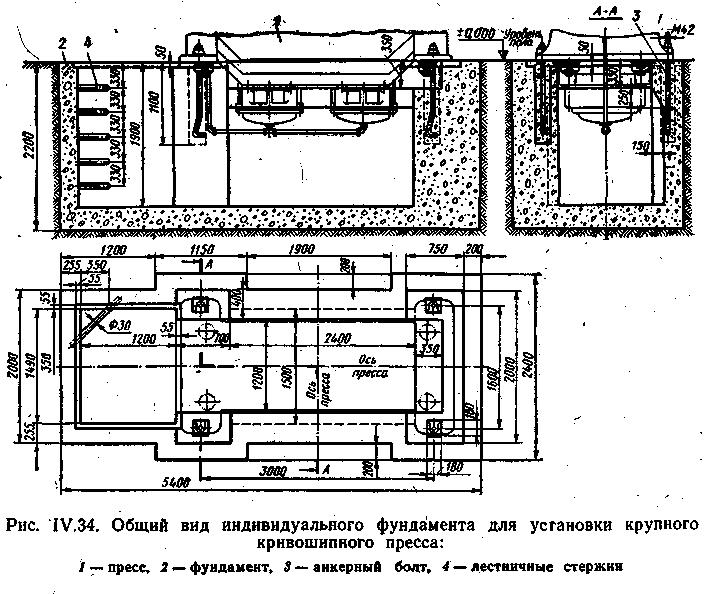 ундаменты изготовляют из бетона марки 200 и армируют по контуру.
ундаменты изготовляют из бетона марки 200 и армируют по контуру.
Мелкие прессы, если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. На ВАЗе в цехе мелкой штамповки на пол без крепления анкерными болтами установлены прессы усилием до 1600 кН. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки.
На линиях крупной и средней штамповки автомобильных заводов также иногда используют мелкие и особо мелкие переставные прессы для выполнений отдельных операций, не требующих больших усилий. Прессы переносят на требуемое место при помощи мостовых кранов..
studfiles.net
§ 25. Фундаменты под прессы и молоты
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаментыпод молоты или, прессы имеют обычно такиеразмеры, при которыхфактическое давление, передаваемое фундаментом на основание, не превышает0,02...0,07 МН/м2при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, ис



пользуют фундаменты специальных, конструкций,снабженных амортизаторами.
По назначениюфундаменты делятся наследующие группы:фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки.Для вертикальных прессов холодной объемной штамповкииспользуют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы:Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповкиприменяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые(схема IV.1).Индивидуальные фундаментымогут быть углубленными и наземными (плита, железобетонная подстилка).Групповые фундаментыделятся на рамные и ленточные.
Рамные фундаментыприменяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.
Схема IV.1
Рамный фундаментпредставляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить.в штамповочной линии раздвижение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этогорамные фундаменты имеют преимуществоперед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаментыделятся надве основные группы:траншейные и этажные.Траншейные фундаменты,в свою очередь, по конструкции подразделяются натри вида:стеновые, колонные (стоечные) и комбинированные.Этажные фундаментыподразделяются также надва вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.




Этажные фундаментыв здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаментыприменяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливаютштамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаментысостоят из двух сплошных стен, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундаментаделают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаныпроемы,через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролетездания обычно строятдве или три траншеив сочетании с туннелями, предназначенными для транспортировки металлоотхрдов.Количество траншейных фундаментовв одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600...700 ммпри трехрядном расположении и 800...900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости.Толщина нижней плитытраншеи от 800 до 1200 мм.
Длина траншеив каждом конце должна быть больше штамповочной линии на 6 м.Ширина и глубина траншеиопределяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Таблица IV.6
Основные размеры траншейного фундамента
| Размеры стола пресса слева направо, м | Ширина между стенками или стойками, м | Глубина до нижней плиты, м |
| <1,0 2,0...2,8 3,0...3,5 3,8...4,0 4,5...5,0 | 2 3...4 4,5.. 5 5,5...6 7,0...7,8 | 1,8 3,5 4,5 5,2 5,2 |
Траншейные комбинированные фундаменты(рис. IV.28) вместо двух стен имеют только одну.Вторая стенау них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки.Расстояние между стойками 4—б м.Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаментыобеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше,могут быть подвальными и наземными(первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунтана месте строительства цеха иногда является решающим мотивом при выборе конкретного решения.Если на месте строительства грунт насыпнойна глубину 4—5 м, то он должен быть удален. В этом случае целесообразно строительство подвального этажа. Наоборот,при водонасыщенных грунтах(высоком уровне грунто
вых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчетас учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом.
Основными элементами фундамента(рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаментыделают в сочетании спроемами,предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция которых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном0,1...0,15 МН/м2, целесообразно фундамент выполнятьв виде лентына весь ряд стоек.Шаг стоек(колонн подвального помещения) в продольном направлении делают от4 до 6 м.
При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. При шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м.При установке металлических стоекшаг их может быть принят 4 м, апри установке железобетонных стоекшаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажапредусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Ленточные (стрічкові) углубленные фундаментыприменяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент(рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундаментаопределяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h2 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.
Л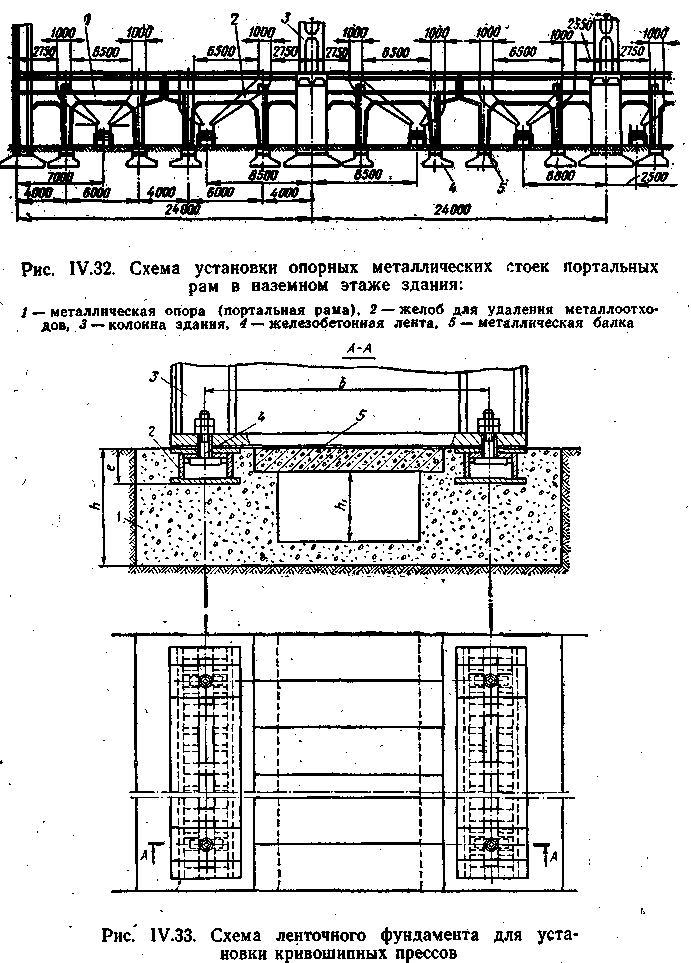 енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольныефундаменты (бетонная подготовка)применяется для кривошипных прессов,производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов.Толщину бетонной подготовкипринимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессыстроят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.
Ф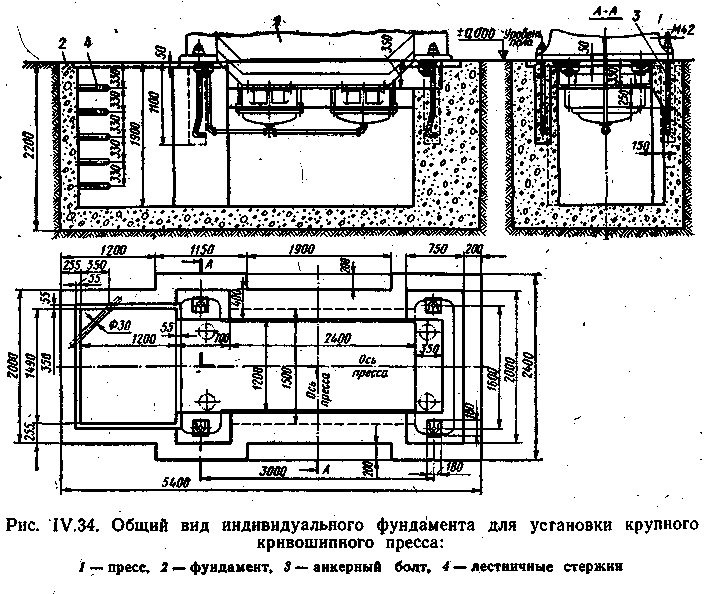 ундаменты изготовляют из бетона марки 200 и армируют по контуру.
ундаменты изготовляют из бетона марки 200 и армируют по контуру.
Мелкие прессы (до 1600 кН), если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки.
studfiles.net
§ 25. Фундаменты под прессы и молоты
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаментыпод молоты или, прессы имеют обычно такиеразмеры, при которыхфактическое давление, передаваемое фундаментом на основание, не превышает0,02...0,07 МН/м2при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, ис



пользуют фундаменты специальных, конструкций,снабженных амортизаторами.
По назначениюфундаменты делятся наследующие группы:фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки.Для вертикальных прессов холодной объемной штамповкииспользуют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы:Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповкиприменяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые(схема IV.1).Индивидуальные фундаментымогут быть углубленными и наземными (плита, железобетонная подстилка).Групповые фундаментыделятся на рамные и ленточные.
Рамные фундаментыприменяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.
Схема IV.1
Рамный фундаментпредставляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить.в штамповочной линии раздвижение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этогорамные фундаменты имеют преимуществоперед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаментыделятся надве основные группы:траншейные и этажные.Траншейные фундаменты,в свою очередь, по конструкции подразделяются натри вида:стеновые, колонные (стоечные) и комбинированные.Этажные фундаментыподразделяются также надва вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.




Этажные фундаментыв здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаментыприменяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливаютштамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаментысостоят из двух сплошных стен, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундаментаделают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаныпроемы,через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролетездания обычно строятдве или три траншеив сочетании с туннелями, предназначенными для транспортировки металлоотхрдов.Количество траншейных фундаментовв одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600...700 ммпри трехрядном расположении и 800...900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости.Толщина нижней плитытраншеи от 800 до 1200 мм.
Длина траншеив каждом конце должна быть больше штамповочной линии на 6 м.Ширина и глубина траншеиопределяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Таблица IV.6
Основные размеры траншейного фундамента
| Размеры стола пресса слева направо, м | Ширина между стенками или стойками, м | Глубина до нижней плиты, м |
| <1,0 2,0...2,8 3,0...3,5 3,8...4,0 4,5...5,0 | 2 3...4 4,5.. 5 5,5...6 7,0...7,8 | 1,8 3,5 4,5 5,2 5,2 |
Траншейные комбинированные фундаменты(рис. IV.28) вместо двух стен имеют только одну.Вторая стенау них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки.Расстояние между стойками 4—б м.Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаментыобеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше,могут быть подвальными и наземными(первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунтана месте строительства цеха иногда является решающим мотивом при выборе конкретного решения.Если на месте строительства грунт насыпнойна глубину 4—5 м, то он должен быть удален. В этом случае целесообразно строительство подвального этажа. Наоборот,при водонасыщенных грунтах(высоком уровне грунто
вых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчетас учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом.
Основными элементами фундамента(рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаментыделают в сочетании спроемами,предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция которых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном0,1...0,15 МН/м2, целесообразно фундамент выполнятьв виде лентына весь ряд стоек.Шаг стоек(колонн подвального помещения) в продольном направлении делают от4 до 6 м.
При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. При шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м.При установке металлических стоекшаг их может быть принят 4 м, апри установке железобетонных стоекшаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажапредусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Ленточные (стрічкові) углубленные фундаментыприменяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент(рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундаментаопределяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h2 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.
Л енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольныефундаменты (бетонная подготовка)применяется для кривошипных прессов,производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов.Толщину бетонной подготовкипринимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессыстроят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.
Ф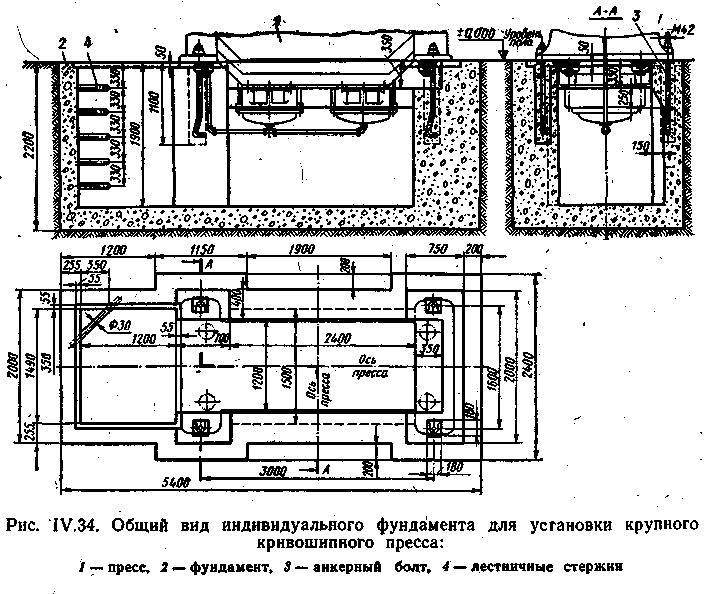 ундаменты изготовляют из бетона марки 200 и армируют по контуру.
ундаменты изготовляют из бетона марки 200 и армируют по контуру.
Мелкие прессы (до 1600 кН), если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки.
studfiles.net
Устройство фундаментов в Москве – работы по устройству фундаментов
Предотвратите преждевременный износ и разналадку многотонного станка – закажите устройство фундаментов под оборудование.
При поставке оборудования завод-изготовитель отправляет подробный чертеж строительного задания фундамента, в котором указаны все нагрузки, размеры и места установки плит и болтов. Специалисты нашей компании учитывают важные нюансы при монтаже, соблюдают стандарты ГОСТ и следуют рекомендациям заводов-производителей.
Не допускаем соединение фундамента оборудования с фундаментом здания – сотрясение станка передается несущим конструкциям постройки и может произойти неравномерная осадка основания.
Узнайте из нашего видеоролика, как протекают работы по устройству фундаментов
Определение допустимой нагрузки на фундамент
Чтобы установить величину давления на грунт, еще до начала работ выполним геологические изыскания или используем архивные данные площадки. При проектировании под несимметричную нагрузку предварительно зададим размеры фундамента и проверим давление на основание под оборудование.
При определении глубины заложения фундамента учитываем уровень грунтовых вод, температурный режим, вибрации, оцениваем воздействие фундаментов оборудования на здание.
Компания «Синтез ТМК» специализируется на устройстве фундаментов разного типа
Траншейные фундаменты необходимы для единовременной установки в цехе до трех штамповочных линий, расположенных на одном пролете параллельно друг другу. При большем количестве линий, находящихся на разных пролетах, рекомендуем обустраивать фундаменты этажного типа.
Фундаменты машин с динамическими нагрузками должны отделяться от смежных фундаментов здания, сооружения и оборудования сквозным швом.
Траншейные фундаменты необходимы для единовременной установки в цехе до трех штамповочных линий, расположенных на одном пролете параллельно друг другу. При большем количестве линий, находящихся на разных пролетах, рекомендуем обустраивать фундаменты этажного типа.
Комбинированные и колонные траншейные фундаменты обеспечивают экономию бетона по сравнению со стеновыми траншейными фундаментами. Обладают значимым преимуществом – облегченным доступом к нижней части прессов.
При производстве крупных и средних листовых деталей на траншейные фундаменты устанавливают штамповочные линии, состоящие из кривошипных прессов с верхним приводом ( преимущественно двух – и четырехкривошипные).
При наличии грунтовых вод на месте монтажа промышленного оборудования применяем один из эффективных способов осушения грунта – водопонижение иглофильтрами. Для обеспечения сохранности зданий и защиты от поступления воды устанавливаем шпунтовые ограждения из деревянных, железобетонных или металлических свай.
Иглофильтр представляет собой трубу, на конце которой установлен фильтр, предотвращающий попадание внутрь песка и грунта при засасывании помпой воды. Длина и диаметр трубы зависит от типа грунта, предназначенного для осушения.
Каждый иглофильтр устанавливается в грунт в вертикальном положении фильтром вниз и подключается к насосу с помощью магистрального трубопровода, изготовленного из металлических труб или резиновых шлангов. Основными преимуществами трубопровода являются его прочность, надежность соединений и наличие внутренней спирали для создания вакуума.
Закажите устройство фундаментов под оборудование по тел: +7 (985) 763-88-72, выполним работы за 14 днейsinteztmk.ru
Фундамент под вертикальный пресс
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Респурлих
Зависимое от авт. свидетельства №
I";ë. 371, 7/10
58а, 1
Заявлено 07.XII.1965 (№ 1042393/25-27) МПК Е 02d
В ЗОЬ
УДK 621.979-217 (088.8) Комитет по делам иаобретвиий и открытий при Совете Мииистров
СССР
Опубликовано 04Х.1967. Бюллетень ¹ 10
Дата опубликования описания 11 VII.1967
Автор изобретения
В. И. Липенков
Заявитель
ФУНДАМЕНТ ПОД ВЕРТИ КАЛЪНЫЙ ПРЕСС трубы > с конусными наконечниками. Образованные таким образом вертикальные колодцы расположены под соответствующими стяжными винтами 4 пресса. Диаметр колодцев дол>кен быть больше диаметра винтов 4, например на 100 — 300,ил, а глубина колодцсв обусловлена длиной опускаемых в ш|х винтов 4 (винты показаны штрих-пунктирнымн линиями). С учетом размещения оборудования и удобства его обслуживания определяют глуоину подвала фундамента.
Фундамент псд вертикальный пресс, содер>кащий железобетонный ступенчатый подвал, оглича>ои1ийся, тем, что, с целью уменьшения его r.÷óáèíû и расхода строительных материалов, на дне подвала выполнены вертикальные колодцы, расположенные под стяжными винтами пресса, образованные введенными в грунт трубами с конусными наконечниками, жестко укрепленными своей цилиндрической частью в отверстиях пола подвала. с присоединением заявки №
Приоритет
Известны фундаменты под вертикальные прессы, содержащие железобетонный ступенчатый подвал, глубина которого обусловлена длиной опускаемых в него при монтаже и демонтаже стяжных винтов пресса. Однако на строительство таких фундаментов требуется много времени и строительного материала.
Особенность предложенного фундамента ссстоит в том, что на дне железобетонного подвала выполнены вертикальные колодцы, расположенные под стяжными винтами пресса, образованные введенными в грунт трубами с конусными наконечниками, жестко укрепленными своей цилиндрической частью в отверстиях пола подвала, Такое выполнение обеспечивает уменьшение глубины заложения фундамента и расхода строительных материалов.
На чертеже представлен описываемый фундамент, поперечный разрез.
В полу подвала железобетонного фундамента 1 выполнены отверстия 2, несущие закладные кольца, к которым крепятся, например, сваркой вводимые вертикально в грунт
Предмет изобретения
Составитель Г. H. Запольский
Редак1ор Т. В. Данилова Техред Л. Бриккер Корректоры; Л. В. Иаделяева и Г. И. Плешакова
Заказ 2091/8 Тираж 535 Подписное
ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Центр, пр. Серова, д. 4
Типография, пр. Сапунова, 2


Похожие патенты:





Изобретение относится к способу замены отдельной машины в установке, состоящей из машин, в которой основные, связанные с друг другом отдельные машины расположены на общей плите стола, которая прикреплена к полу либо через отдельные опоры, либо через фундаментную плиту, которая имеет гнезда для установки отдельных машин

Изобретение относится к строительству, а именно к стыковым соединениям сборных железобетонных конструкций, преимущественно работающих в условиях повышенного нагрева, интенсивных динамических и циклических нагрузок, и может быть использовано, например, для соединения элементов рамных каркасов зданий, рамных железобетонных фундаментов турбоагрегатов и другого энергетического оборудования, а также для их ремонта и усиления

Изобретение относится к способу монтажа, например, газотурбинного агрегата, в частности его турбогруппы, на фундаментной плите

Изобретение относится к области машиностроения и может быть использовано в машинах, имеющих тяжелые рабочие органы, например в лебедках с канатными барабанами или в смесителях с тяжелой вращающейся емкостью

Изобретение относится к области машиностроения и может быть использовано в судостроении, энергетике, нефтяной и газовой промышленности для монтажа центруемых механизмов

Изобретение относится к области общего машиностроения и может быть использовано при проектировании опорных устройств, преимущественно для компрессорного оборудования

Изобретение относится к компрессорной технике и может быть использовано при проектировании блочных компрессорных агрегатов, смонтированных на опорной раме

Изобретение относится к конструкциям опор сейсмостойких зданий, сооружений и может быть использовано в качестве амортизаторов в объектах, работающих при больших вибрационных и ударных ускорениях: на автомобильном и железнодорожном транспорте, в энергетических установках и ядерных реакторах, для установки прецизионного оборудования, в качестве демпфирующих устройств в растяжках высотных сооружений

Изобретение относится к машиностроению и может найти применение в автомобильной, авиационной, железнодорожной и строительной промышленности

Изобретение относится к компрессорной технике и может быть использовано при проектировании компрессорных агрегатов в блочно-контейнерном исполнении
Фундамент под вертикальный пресс
www.findpatent.ru
виды фундаментов, особенности и принцип изготовления
В теперешнее время среди мужчин можно найти тех, для кого время собственного досуга сравнивается с изготовлением каких-либо поделок, которые создаются с помощью оборудования и станков в домашней мастерской.

Однако не у каждого доморощенного мастера имеются необходимые станки, потому умельцы планируют их приобрести. При этом часто забывается умельцами факт, что для установки некоторых агрегатов требуется сооружение отдельного фундамента. Правильно-сделанное основание, допустим, под столярный или токарный станок, разрешит избежать частых поломок и безопасно использовать рабочее пространство.
Чтобы произвести монтаж оборудования технологического, а также технологических линий в производственных цехах, разные организации и фирмы пользуются услугами компаний, специализирующихся на монтаже и демонтаже различного технологического оборудования. Но установить в мастерской столярный или токарный станок, можно самостоятельно, главное в работе соблюдать ряд правил и полезных рекомендаций.
Конструктивные особенности
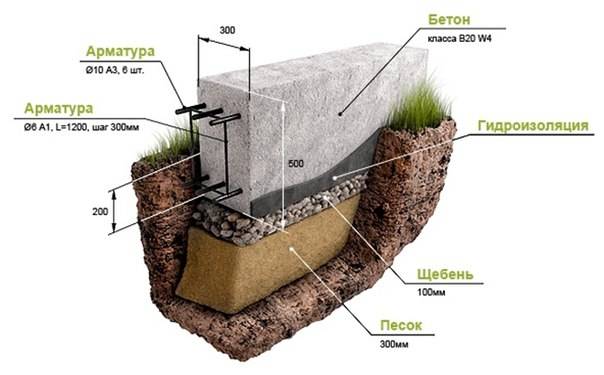
От правильности и точности создания основания для станка зависит качество изготовления деталей на нем и срок службы разных узлов установленного механизма. Фундамент для станка с большими динамическими нагрузками может быть сделан в качестве сплошного железобетонного полотна, толщина которого достигает 40-ка сантиметров. Хотя иногда индивидуально для каждого станка создается основание в виде отдельных лент, шириной до 3-х метров, толщиной до 70 сантиметров. Эти параметры рассчитываются в соответствии с массой устройств и требований к качеству изготавливаемой на них продукции.
Этапы изготовления фундамента и установка станка
Бетонная смесь заливается в специально-сделанные формы в полу, но прежде чем заполнять их раствором в местах, где будут находиться крепления, надо установить деревянные пробки, которые после удаляют. Таким образом, получаются отверстия для установки анкерных или резьбовых креплений.
Дальше на сделанное основание опускается станок, наблюдая, чтобы отверстия на станке совпадали с местами установки анкеров, где потребуется помощь крана и нескольких помощников. Когда агрегат будет поставлен, производится проверка правильности его расположения. Если станок шатается, под опоры добавляется нужное количество бетона, после чего в таком положении станок оставляется до полного отвердения бетона. Перед затягиванием крепления понадобится выверить установленное оборудование и лишь после этого использовать его по назначению.
homeprorab.info








ReadMeHouse
Энциклопедия строительства и ремонта